The press brake machine manufacturing process involves many steps, each with its own specific implementation standards. What are the consequences of not following these standards? Let’s take welding as an example.
A good press brake machine manufacturer typically follows stricter production processes, which require more labor and time costs compared to lower-standard processes. Substandard manufacturing practices may save labor and time costs, but they can severely impact product performance. For instance, the frame formation of a press brake involves a considerable amount of welding, and the design of the main structure and its connection methods significantly affect the performance of the machine. Some press brake machine manufacturers, in an attempt to cut costs, use recycled steel plates for splicing the slider and main frame, which are unable to withstand the high-strength bending forces. Moreover, in order to save on labor costs or reduce delivery times, some skip the “grooving” step during the frame welding process, which severely compromises the overall rigidity and strength of the machine. However, for an excellent press brake machine manufacturer, every process must be carried out according to strict standards.
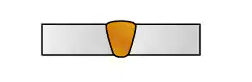
1.Press Brake Machine Welding Process Knowledge: What is “Grooving”?
“Grooving” refers to the process of creating a groove with a specific geometric shape at the weld joint of a workpiece using methods such as mechanical, flame, or plasma cutting, depending on design or process requirements. To put it simply, it’s like carving out a mortise before joining two pieces of wood together. The purpose of grooving is to provide “space” for welding.
For workpieces that exceed certain thicknesses (typically, manual welding for thicknesses over 6mm, and automatic welding for thicknesses over 10mm), grooving must be performed according to process requirements. Skipping this step is a serious violation of welding standards and can lead to significant quality risks, so it should never be omitted for the sake of convenience.
For workpieces that exceed certain thicknesses (typically, manual welding for thicknesses over 6mm, and automatic welding for thicknesses over 10mm), grooving must be performed according to process requirements. Skipping this step is a serious violation of welding standards and can lead to significant quality risks, so it should never be omitted for the sake of convenience.
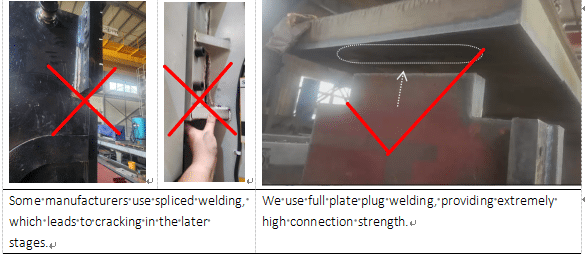
2. What An Unqualified Press Brake Machine Manufacturer Might Do
In the production process of press brakes, substandard manufacturing practices may save labor and time costs, but they can severely impact product performance. For instance, the frame formation of a press brake manufacturer involves a considerable amount of welding, and the design of the main structure and its connection methods significantly affect the performance of the machine. Some press brake machine manufacturers, in an attempt to cut costs, use recycled steel plates for splicing the slider and main frame, which are unable to withstand the high-strength bending forces. Moreover, in order to save on labor costs or reduce delivery times, some skip the “grooving” step during the frame welding process, which severely compromises the overall rigidity and strength of the machine.
Here are some quality issues arising from the lack of this process in press brake machine manufacturer operations.
Here are some quality issues arising from the lack of this process in press brake manufacturer operations.
3. Why Is Grooving Necessary?
Grooving is a critical step to ensure welding quality, and its main purposes include:
Ensuring Weld Penetration: For thicker workpieces (typically over 6mm), without grooving, it is difficult for the arc to penetrate the root of the joint, leading to incomplete fusion and significant welding defects. The groove provides a channel for the welding rod or wire to reach the deeper part of the joint.
Reducing Welding Difficulty: Grooving transforms a thick plate into a “slope,” making it easier to apply welding in layers, ensuring good fusion quality for each layer.
Controlling Fusion Ratio: By adjusting the shape and angle of the groove, the ratio of base metal to filler metal in the weld can be controlled, optimizing the weld’s chemical composition and mechanical properties.
Reducing Welding Stress and Deformation: Compared to deep penetration welding without grooving, multi-pass welding with grooves can effectively distribute and reduce welding thermal stresses and deformations.
Eliminating Root Defects: After welding the groove root, root cleaning operations can be performed from the backside to remove defects like pores or slag that may have formed in the first layer of welding.
4. Consequences of Not Performing Grooving
As a precision machine that is subjected to substantial loads, the frame welding process of a press brake manufacturer can have severe consequences if the main structure is not grooved according to standards, directly compromising the safety, accuracy, and service life of the machine.
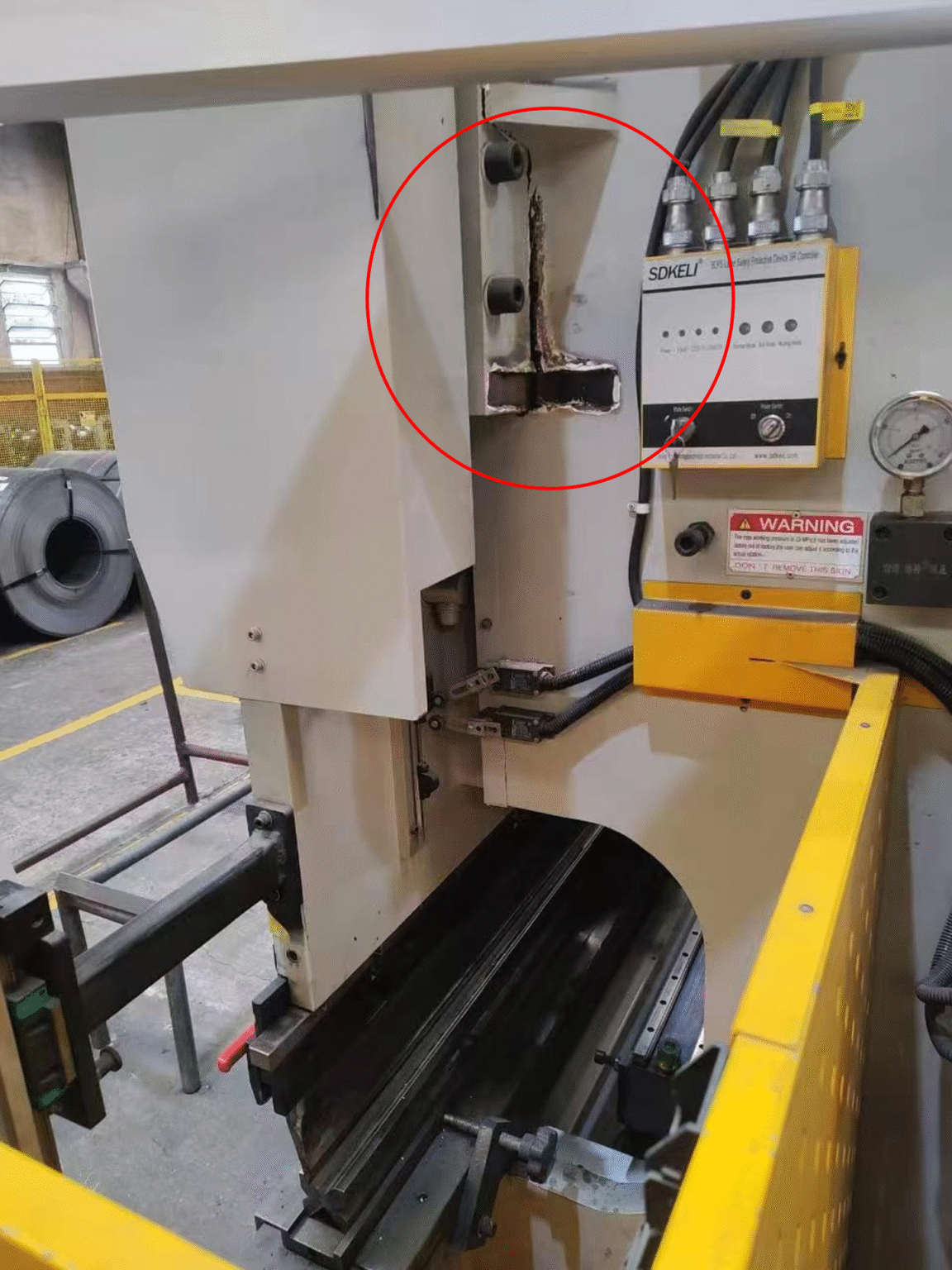
4.1. Insufficient Structural Strength Leading to Crack Risk
Incomplete Welds Leading to Stress Concentration: The frame of a press brake manufacturer undergoes significant tensile and compressive forces during operation. If the root of the weld is not fully penetrated, this gap becomes a natural “crack initiation point.” Under cyclic loading, cracks will propagate from here.
Consequences: Under full load or overload conditions, the weld may suddenly tear, causing the entire frame to fail and potentially leading to safety accidents.
4.2. Reduced Fatigue Life
The press brake manufacturer operates in a continuous, repetitive manner.
Micro-movement Fatigue: Unpenetrated gaps, under alternating stresses, will repeatedly open and close, causing micro-movement wear and accelerating fatigue failure.
Consequences: A frame that should last ten years may develop fatigue cracks within one or two years, leading to premature failure of the equipment.
4.3. Loss of Rigidity and Accuracy
The press brake manufacturer’s processing accuracy (e.g., angle consistency, straightness) is highly dependent on the frame’s rigidity.
Insufficient Effective Weld Thickness: Skipping the grooving step results in a weld throat thickness far below the design value. Under heavy operational loads, this weak point will undergo small elastic or plastic deformations.
Consequences: This results in “blade slippage” — when bending thicker plates, the angles become unstable, and the preset accuracy cannot be achieved. The entire frame becomes “soft,” making it impossible to maintain product quality.
4.4. Large Residual Welding Stresses Leading to Deformation and Time-dependent Changes
High Heat Input and Stress: To achieve penetration in thick plates, a large welding current must be used, generating excessive heat and high residual welding stresses.
Post-Processing Deformation: After welding, the frame undergoes stress-relieving annealing, followed by precision machining. If residual stresses are not fully eliminated, they will re-balance, leading to slow deformation of the frame.
Consequences: Precision parts like sliders and guide rails will be misaligned, causing high noise, rapid wear, loss of accuracy, and difficulty in adjustments.
5. How a Qualified Press Brake Manufacturer Operates
For the raw materials, we use a solid, high-strength steel plate for the core structure of the press brake frame. Unlike designs that rely on welded or spliced plates, this approach eliminates potential weak spots caused by uneven material properties and internal stress concentration, ensuring long-term precision and stability.
Regarding the structural process, we use a composite joining method, starting with interlocking and followed by welding. This is a type of joint that is stronger than a grooving weld. The mechanical interlock helps absorb the impact stresses during bending, while the welding further strengthens the overall integrity of the frame. Compared to direct welding without interlocking, this method significantly extends the frame’s fatigue life under heavy, high-frequency loads, reducing the risk of downtime from structural cracks and ensuring consistent production and long-term ROI.
Request a Technical Proposal Now!
When evaluating press brake solutions for specific materials, thicknesses, or production requirements, early discussion of machine configuration during the requirement analysis stage is critical.
Contact us to discuss your application with an experienced press brake supplier.