6 важнейших технических характеристик листогибочного пресса: полное руководство по выбору
Содержание
Эта запись также доступна на:
English (Английский) Español (Испанский) العربية (Арабский)
Инвестиции в листогибочный пресс с ЧПУ — это преобразующее решение для любого цеха металлоконструкций. Однако для многих покупателей таблица технических параметров больше похожа на стену данных, чем на полезный инструмент. Чтобы обеспечить высокую рентабельность инвестиций и избежать дорогостоящих несоответствий оборудования, необходимо рассматривать технические характеристики листогибочного пресса не как отдельные цифры, а как границы ваших производственных возможностей.
В этом руководстве расшифровываются эти основные параметры с точки зрения клиента, объясняется, что означает каждое значение для вашего бизнеса и как использовать их для точного выбора станка.
1. Номинальное усилие: соответствие тоннажа реальным материалам
В мире металлообработки усилие листогибочного пресса — это ваш «предел силы». Оно представляет собой максимальное давление, которое могут оказывать цилиндры. Когда покупатель смотрит на эту цифру, главный вопрос должен быть следующим: Подходит ли это для моего самого прочного материала?
Логика выбора диктует, что нельзя полагаться только на таблицы для мягкой стали. Если ваш цех переходит на нержавеющую сталь 304 или высокопрочные сплавы, требуемое давление значительно возрастает — часто на 50% или более для той же толщины. Чтобы защитить ваш гидравлический листогибочный пресс от преждевременного износа, никогда не покупайте станок, который идеально соответствует вашей самой толстой детали; вместо этого выберите тоннаж, который обеспечивает 20-процентный запас прочности сверх вашего наиболее частого расчета усилия гибки.
Калькулятор усилия листогибочного пресса
2. Длина стола и расстояние между стойками: логика прохождения
Многие клиенты ошибочно полагают, что максимальная длина гибки — это единственный важный горизонтальный размер. Однако для профессионального выбора расстояние между стойками часто является более важным.
Длина стола определяет, насколько широкий лист вы можете согнуть, но расстояние между боковыми рамами определяет, может ли деталь «пройти» к задней части станка. Если вы изготавливаете 3-метровые панели, требующие многократных изгибов по всей их глубине, но ваши стойки находятся на расстоянии всего 2,6 метра друг от друга, вы физически не сможете просунуть деталь. Всегда выбирайте станок, у которого расстояние между стойками как минимум на 10% больше, чем у вашей самой длинной заготовки, чтобы обеспечить рабочий поток.
3. Глубина зева: преодоление ограничений по высоте фланца
Вылет горловины — это С-образный зазор в боковых рамах, и это спецификация, которая напрямую влияет на вашу способность создавать сложные формы. С точки зрения пользователя, этот параметр определяет максимальную глубину фланца, который можно согнуть по всей длине станка.
Если вы сгибаете U-образный профиль с глубоким боковым фланцем, этот фланец должен иметь возможность располагаться внутри «зева». Если ваш фланец имеет глубину 500 мм, а станок предлагает только 400 мм зева, пластина ударится о раму до завершения изгиба. Для нестандартных услуг гибки с ЧПУ приоритет более глубокого зева обеспечивает универсальность, необходимую для обработки архитектурных панелей и крупногабаритных корпусов.
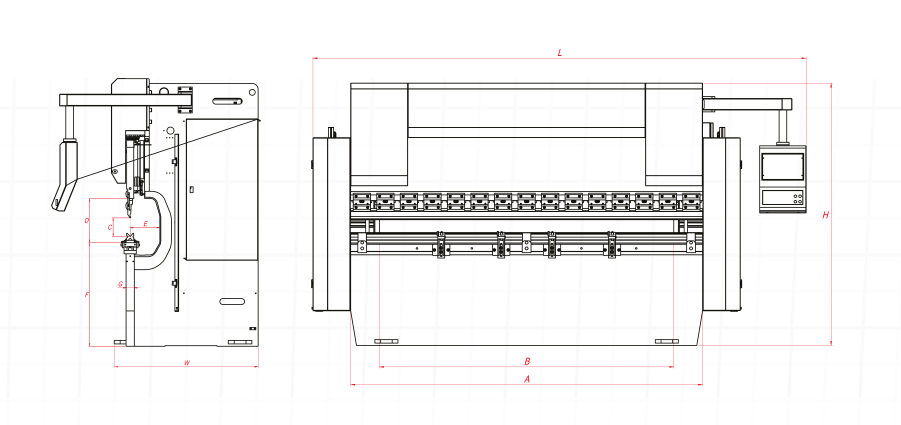
| Усилие гибки | Тонн |
| Длина гибки | мм |
| Расстояние между колоннами | мм |
| Ход | мм |
| Максимальная высота открытия | мм |
| Глубина зева | мм |
4. Вертикальная зона: ход ползуна и максимальная открытая высота
Эти две технические характеристики листогибочного пресса необходимо анализировать как единую систему. Максимальная открытая высота (просвет) — это общее вертикальное окно, а ход ползуна — это фактический диапазон перемещения верхней балки.
Для клиента эта синергия определяет «глубину коробки». Вам нужен достаточный ход, чтобы опустить пуансон к матрице, но вам также нужна достаточная открытая высота, чтобы поднять пуансон достаточно высоко, чтобы извлечь глубокую готовую коробку из станка. При выборе станка всегда рассчитывайте зазор для оснастки листогибочного пресса: вычтите высоту вашего верхнего пуансона и нижней матрицы из открытой высоты; оставшееся пространство должно быть больше, чем ваша самая глубокая деталь, чтобы ее можно было безопасно извлечь.
5. Скорость гибки: баланс между производительностью и точностью
В профессиональной спецификации будут указаны скорости подхода, работы и возврата. В крупносерийном производстве эти цифры напрямую влияют на вашу почасовую производительность. Высокая скорость подхода сокращает время простоя, а контролируемая рабочая скорость необходима для поддержания точности угла и безопасности оператора.
Для цехов, ориентированных на массовое производство, приоритетом является более быстрая гидравлика. Однако, если ваша работа связана с высокоточной электронной аппаратурой или аэрокосмическими компонентами, обратите внимание на повторяемость ползуна (обычно ±0,01 мм). Скорость — это товар, но повторяемость — основа качества.
6. Многоосевой задний упор: обработка геометрической сложности
Задний упор — это «мозг» позиционирования детали. В то время как ось X (глубина) является стандартной, профессиональный покупатель должен учитывать ось R (высота) и оси Z1/Z2 (боковое перемещение).
Если ваши детали включают несколько этапов с разной высотой фланцев, ось R является обязательной — она позволяет пальцам заднего упора перемещаться вверх и вниз для соприкосновения с деталью. Независимые оси Z позволяют выполнять асимметричную гибку. Инвестиции в 4-осевой или 6-осевой задний упор с ЧПУ могут иметь более высокую первоначальную стоимость, но это устраняет часы ручной настройки, что делает ваше оборудование для изготовления металлоконструкций значительно более прибыльным.
4+1 Axis Press Brake versus 6+1 Axis Press Brake Which Is Right for You
Запросите техническое предложение прямо сейчас!