Руководство по проверке точности листогибочного пресса
Содержание
Эта запись также доступна на:
English (Английский) Español (Испанский) العربية (Арабский)
Проверка точности гидравлического пресса с ЧПУ — тестирование точности
В соответствии с (GB/T 33644-2017)
1 Область применения Настоящий стандарт устанавливает требования к проверке, допустимые значения и методы проверки точности листогибочного пресса с ЧПУ. Настоящий стандарт применим к листогибочному прессу с ЧПУ. 2 Нормативные ссылки Следующий ссылочный документ необходим для применения настоящего документа.
1 Область применения
Настоящий стандарт устанавливает требования к проверке, допустимые значения и методы проверки точности листогибочного пресса с ЧПУ.
Настоящий стандарт применим к листогибочному прессу с ЧПУ.
2 Нормативные ссылки
Следующий ссылочный документ необходим для применения настоящего документа. Для датированных ссылок применяется только указанное издание. Для недатированных ссылок применяется последнее издание (включая любые поправки).
GB/T 8170
GB/T 10923-2009
Правила округления числовых значений & выражение и оценка предельных значений Код испытаний на точность для металлообрабатывающего станка
3 Требования к проверке точности гидравлического листогибочного пресса с ЧПУ
3.1.1 Установленный листогибочный пресс должен быть отрегулирован для выравнивания перед проверкой точности, которая не должна превышать 0,20/1000 в продольном и поперечном направлениях.
3.1.2 Геометрическая точность и точность числового управления должны проверяться в условиях отсутствия нагрузки.
3.1.3 Проверка точности должна проводиться после испытания под полной нагрузкой.
3.1.4 Во время проверки точности не следует регулировать механизм и детали, влияющие на точность.
3.1.5 Проверка точности и измерительный инструмент должны соответствовать GB/T10923.
3.1.5 Проверка точности и измерительный инструмент должны соответствовать GB/T10923.
3.1.6 Если фактическая измеренная длина меньше длины, указанной в пункте о допуске, точность следует преобразовать в соответствии с фактической измеренной длиной, а затем округлить до микронных цифр в соответствии с GB/T 8170.
3.1.7 Предельное отклонение длины и ширины образца составляет 2 мм, а толщины образца — 0,3 мм.
3.1.8 Для многомоторного синхронизированного листогибочного пресса с ЧПУ геометрическая точность и рабочая точность проверяются на отдельном станке соответственно.
3.2 Условия проверки рабочей точности
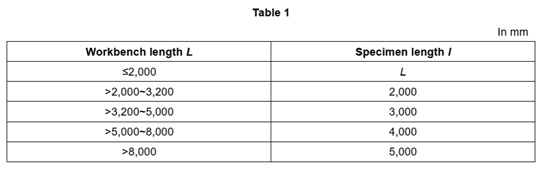
3.2.1 Длина образца должна соответствовать требованиям таблицы 1.
3.2.2 Ширина образца должна быть больше 30-кратной толщины образца, но не менее 100 мм.
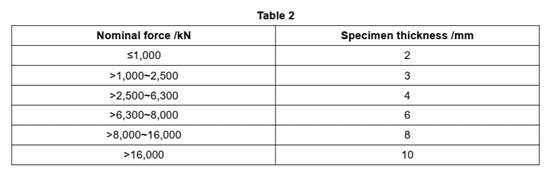
3.2.3 Толщина образца должна соответствовать требованиям таблицы 2.
3.2.4 Образец должен быть изготовлен из стальной пластины Q235-A, которая имеет предел прочностиob450MPa.
3.2.5 Количество образцов должно быть не менее трех.
3.2.6 Размер отверстия нижней матрицы в тесте в 8-10 раз превышает толщину образца.
3.2.7 Образец следует поместить в середину верстака.
3.2.8 Образец следует согнуть на 90.
3.2.9 Измерение следует начинать с 100 мм от конца образца.
3.2.10 Образцы термической резки должны быть обработаны для удаления зоны, подверженной термическому напряжению.
4 Проверка точности гидравлического листогибочного пресса с ЧПУ
4.1 Геометрическая точность
4.1.1 Плоскостность поверхности верстака
4.1.1.1 Допуск
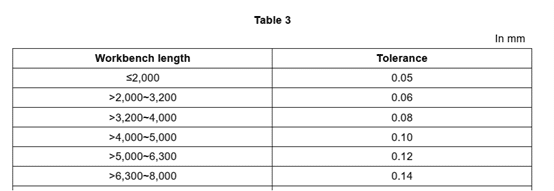
4.1.1.1.1 Продольный допуск на плоскостность поверхности верстака должен соответствовать требованиям таблицы 3.
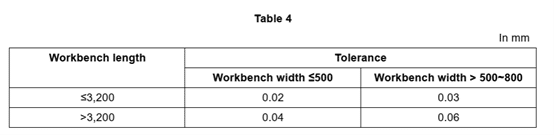
4.1.1.1.2 Поперечный допуск на плоскостность поверхности верстака должен соответствовать требованиям таблицы 4.
4.1.1.2 Метод проверки
4.1.1.2.1 Продольный
В соответствии с GB/T10923-2009, 5.3.2.4.2, подключите градиент или оптический инструмент в положении 50 мм от торцевой поверхности верстака, как показано на рисунке 1 (диапазон градиентометра может быть от 100 мм до 500 мм) и поместите их на поверхность верстака, по очереди снимите показания, а затем определите значение ошибки графическим методом (этот пункт не проверяется для листогибочного пресса с предварительно выпуклыми или компенсационными устройствами на верстаке).
4.1.1.2.2 Поперечный
В соответствии с GB/T 10923-2009, 5.3.2.4.2, поместите градиентометр или оптический инструмент на верстак, как показано на рисунке 2, для измерения и снимите показания. Должно быть не менее 3 измерений по всей длине, и ошибка рассчитывается как максимальная разница между показаниями (этот пункт не проверяется для листогибочного пресса с предварительно выпуклыми или компенсационными устройствами на верстаке).
4.1.2 Параллельность горизонтальной опорной поверхности, установленной на верхнюю матрицу, к поверхности верстака
4.1.2.1 Допуск
4.1.2.1.1 Продольный
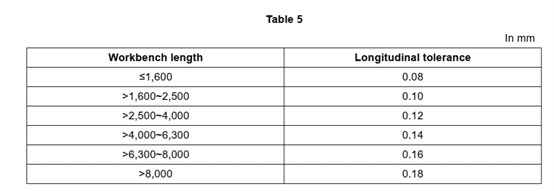
Продольный допуск на параллельность горизонтальной опорной поверхности, установленной на верхнюю матрицу, к поверхности верстака должен соответствовать требованиям таблицы 5.
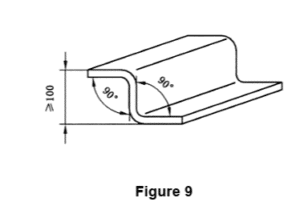
4.2.3 Образец двойного изгиба
Если материал образца имеет большую разницу напряжений, допускается проверять рабочую точность образцом, подвергающимся двойному изгибу (см. Рисунок 9), и метод проверки должен соответствовать 4.2.1.2 и 4.2.2.2.
Часто задаваемые вопросы
Какой инструмент является наиболее точным для измерения углов гиба?
Цифровые угломеры обеспечивают наивысшую точность. Они отображают измерения в градусах, минутах и секундах. Операторы используют эти угломеры для быстрой проверки углов и снижения человеческой ошибки.
Как часто операторам следует калибровать листогибочный пресс?
Операторам следует проводить калибровку каждые 500 часов работы или после смены инструмента. Сложные заготовки могут потребовать более частой калибровки. Ведение записей помогает отслеживать точность с течением времени.
Почему тип материала влияет на точность листогибочного пресса с ЧПУ?
Разные металлы обладают уникальной упругой деформацией и пределом текучести. Алюминий гнется легче, чем сталь. Операторы должны регулировать настройки для каждого материала, чтобы поддерживать точные результаты.
Могут ли условия окружающей среды влиять на результаты измерений?
Изменения температуры вызывают расширение или сжатие металла. Высокая влажность может сократить срок службы инструмента. Операторы контролируют эти факторы для обеспечения стабильной точности.
Что должны делать операторы, если они замечают непоследовательные гибы?
Операторы должны осмотреть инструмент на предмет износа, проверить выравнивание машины и просмотреть записи калибровки. Возможно, потребуется повторная калибровка или замена изношенных деталей для восстановления точности.
Запросите техническое предложение прямо сейчас!