Как выбрать правильную компенсацию прогиба для вашего гидравлического пресса с ЧПУ
Содержание
Эта запись также доступна на:
English (Английский) Español (Испанский) العربية (Арабский)
Как выбрать правильную компенсацию прогиба для вашего гидравлического пресса с ЧПУ
Press Brake Deflection compensation is the single most critical factor in preventing the «Canoe Effect» in sheet metal bending. If you are looking to improve your CNC press brake accuracy, understanding the nuances of deflection compensation is more important than raw tonnage. Whether you utilize hydraulic or mechanical systems, choosing the right deflection compensation technology based on your specific production needs is key.
Почему компенсация прогиба необходима для точности гибки
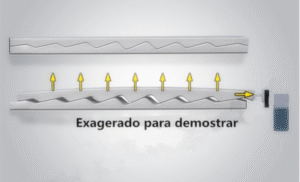
Листогибочный пресс с ЧПУ является важным оборудованием в обработке листового металла, и его точность работы напрямую влияет на точность гибки заготовки. В процессе гибки листогибочный пресс испытывает наибольшее усилие на обоих концах ползуна. Реакция силы от изгиба материала приводит к деформации нижней поверхности ползуна в вогнутую форму. Деформация наиболее выражена в средней части ползуна, что приводит к изменению конечного угла изгиба заготовки по всей длине.
Чтобы устранить неблагоприятные последствия, вызванные деформацией ползуна, необходимо компенсировать деформацию прогиба ползуна. Общие методы компенсации включают гидравлическую компенсацию и механическую компенсацию. Оба метода создают упругую деформацию вверх в середине рабочего стола, чтобы противодействовать деформации ползуна станка. Это обеспечивает точность поверхностей соединения при обработке и повышает общую точность заготовки.
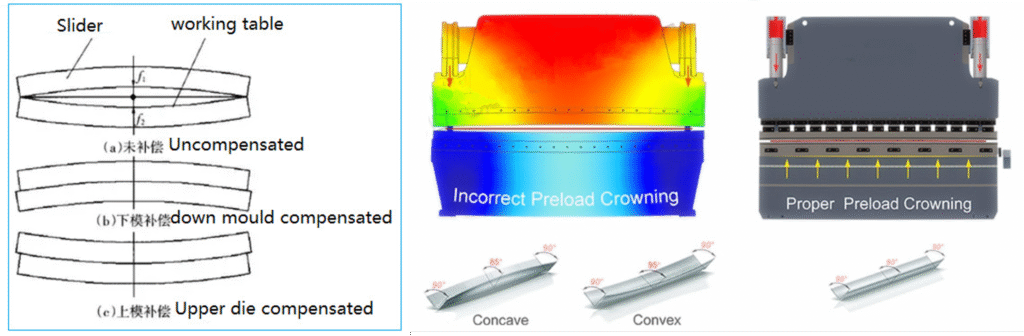
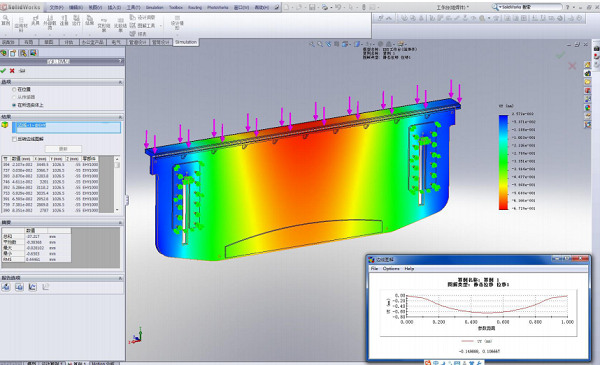
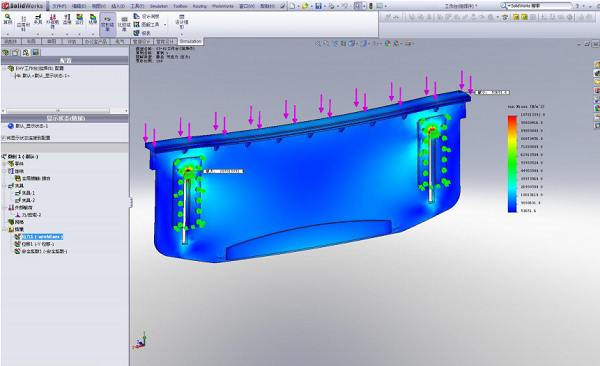
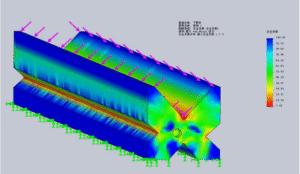
График анализа коэффициента безопасности пресс-формы
- Hydraulic Crowning System
- Mechanical Crowning System
Сценарий 1: Гидравлическая компенсация прогиба для универсальности при больших объемах
Для кого это предназначено? Мастерские, обрабатывающие сотни деталей в день, часто переключаясь между толщиной материала (например, от 2 мм до 6 мм) и типами (алюминий, сталь).
-
Проблема: Ручная настройка занимает слишком много времени, снижая эффективность.
-
Решение: Гидравлическая компенсация прогиба.
-
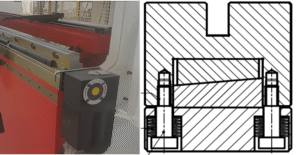
Как это работает: Эта система использует гидравлические цилиндры, встроенные в нижний рабочий стол. На основе данных ЧПУ она создает восходящее «выпучивание нейтральной пластины», используя упругую деформацию самой стальной пластины.
-
Почему стоит выбрать: Он предлагает автоматическую компенсацию прогиба, которая регулируется в режиме реального времени. Хотя он чувствителен к изменениям температуры масла, он обеспечивает скорость и универсальность, необходимые для универсального изготовления.

-
Лучше всего подходит для: Мастерских, которые отдают приоритет скорости и универсальности для стандартных задач, требующих точности.
Краткое содержание: какая компенсация прогиба вам подходит?
| Feature | Hydraulic Compensation | Standard Mechanical | Bi-directional Mechanical |
| Adjustment | CNC Automatic | CNC / Manual | CNC Automatic Motor |
| Stability | Moderate (Oil Temp) | High | Maximum (Interlocking) |
| Repeatability | Standard | Good | Zero Error |
| Best For | Speed & Efficiency | General Precision | High-End / Long Parts |
Окончательный вердикт
Чтобы предотвратить ошибки гибки, вы должны выбрать метод компенсации прогиба гидравлического пресса, который соответствует вашим конкретным целям.
-
Выберите гидравлический для скорости.
-
Выберите ручной для низкой стоимости.
-
Выберите двунаправленное механическое выравнивание для максимальной стабильности и точности в дорогостоящих проектах.
Запросите техническое предложение прямо сейчас!