Процесс производства листогибочных прессов включает в себя множество этапов, каждый из которых имеет свои собственные стандарты реализации. Каковы последствия несоблюдения этих стандартов? Рассмотрим сварку в качестве примера.
Хороший производитель гибочных прессов обычно придерживается более строгих производственных процессов, что требует больших затрат труда и времени по сравнению с процессами с более низкими стандартами. Нестандартные производственные методы могут сэкономить затраты труда и времени, но они могут серьезно повлиять на производительность продукта. Например, формирование рамы листогибочного пресса включает в себя значительный объем сварки, и конструкция основной структуры и способы ее соединения существенно влияют на производительность машины. Некоторые производители гибочных прессов, пытаясь сократить расходы, используют переработанные стальные листы для соединения ползуна и основной рамы, которые не способны выдерживать высокопрочные силы изгиба. Более того, чтобы сэкономить на затратах на рабочую силу или сократить сроки поставки, некоторые пропускают этап «выборки пазов» во время процесса сварки рамы, что серьезно ухудшает общую жесткость и прочность машины. Однако для отличного производителя гибочных прессов каждый процесс должен выполняться в соответствии со строгими стандартами.
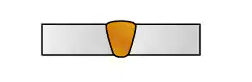
1. Знания о процессе сварки листогибочного пресса: что такое «разделка кромок»?
«Выборка пазов» относится к процессу создания канавки с определенной геометрической формой в сварном соединении заготовки с использованием таких методов, как механическая, огневая или плазменная резка, в зависимости от требований конструкции или процесса. Проще говоря, это похоже на вырезание гнезда перед соединением двух кусков дерева. Цель выборки пазов — предоставить «пространство» для сварки.
Для заготовок, превышающих определенную толщину (как правило, ручная сварка для толщины более 6 мм и автоматическая сварка для толщины более 10 мм), разделка кромок должна выполняться в соответствии с требованиями процесса. Пропуск этого этапа является серьезным нарушением сварочных стандартов и может привести к значительным рискам для качества, поэтому его никогда не следует опускать ради удобства.
Для заготовок, превышающих определенную толщину (как правило, ручная сварка для толщины более 6 мм и автоматическая сварка для толщины более 10 мм), разделка кромок должна выполняться в соответствии с требованиями процесса. Пропуск этого этапа является серьезным нарушением сварочных стандартов и может привести к значительным рискам для качества, поэтому его никогда не следует опускать ради удобства.
2. Что может сделать неквалифицированный производитель листогибочных прессов
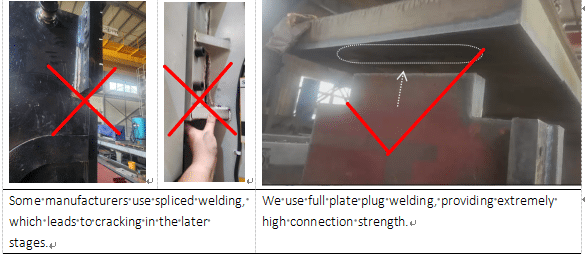
В процессе производства листогибочных прессов некачественные производственные практики могут сэкономить трудозатраты и время, но они могут серьезно повлиять на производительность продукции. Например, формирование рамы листогибочного пресса включает в себя значительный объем сварочных работ, и конструкция основной структуры и способы ее соединения существенно влияют на производительность станка. Некоторые производители гибочных прессов, пытаясь сократить расходы, используют переработанные стальные листы для соединения ползуна и основной рамы, которые не способны выдерживать высокопрочные силы изгиба. Более того, чтобы сэкономить на затратах на рабочую силу или сократить сроки поставки, некоторые пропускают этап «выборки пазов» во время процесса сварки рамы, что серьезно ухудшает общую жесткость и прочность машины.
Вот некоторые проблемы с качеством, возникающие из-за отсутствия этого процесса в работе производителя гибочных прессов.
Вот некоторые проблемы с качеством, возникающие из-за отсутствия этого процесса в работе производителя листогибочных прессов.
3. Почему необходима разделка кромок?
Разделка кромок является важным шагом для обеспечения качества сварки, и ее основные цели включают в себя:
Обеспечение проплавления сварного шва: Для более толстых заготовок (обычно более 6 мм), без разделки кромок, дуге трудно проникнуть в корень соединения, что приводит к неполному сплавлению и значительным дефектам сварки. Канавка обеспечивает канал для сварочного стержня или проволоки, чтобы добраться до более глубокой части соединения.
Снижение сложности сварки: Разделка кромок превращает толстую пластину в «наклон», что облегчает нанесение сварки слоями, обеспечивая хорошее качество сплавления для каждого слоя.
Контроль коэффициента сплавления: Регулируя форму и угол канавки, можно контролировать соотношение основного металла к присадочному металлу в сварном шве, оптимизируя химический состав и механические свойства сварного шва.
Снижение сварочного напряжения и деформации: По сравнению с глубоким проплавлением сварки без разделки кромок, многопроходная сварка с канавками может эффективно распределять и снижать термические напряжения и деформации сварки.
Устранение корневых дефектов: После сварки корня канавки можно выполнить операции очистки корня с обратной стороны, чтобы удалить дефекты, такие как поры или шлак, которые могли образоваться в первом слое сварки.
4. Последствия невыполнения разделки кромок
Как прецизионный станок, подвергающийся значительным нагрузкам, процесс сварки станины производителем листогибочных прессов может иметь серьезные последствия, если основная конструкция не имеет разделки кромок в соответствии со стандартами, что напрямую ставит под угрозу безопасность, точность и срок службы станка.
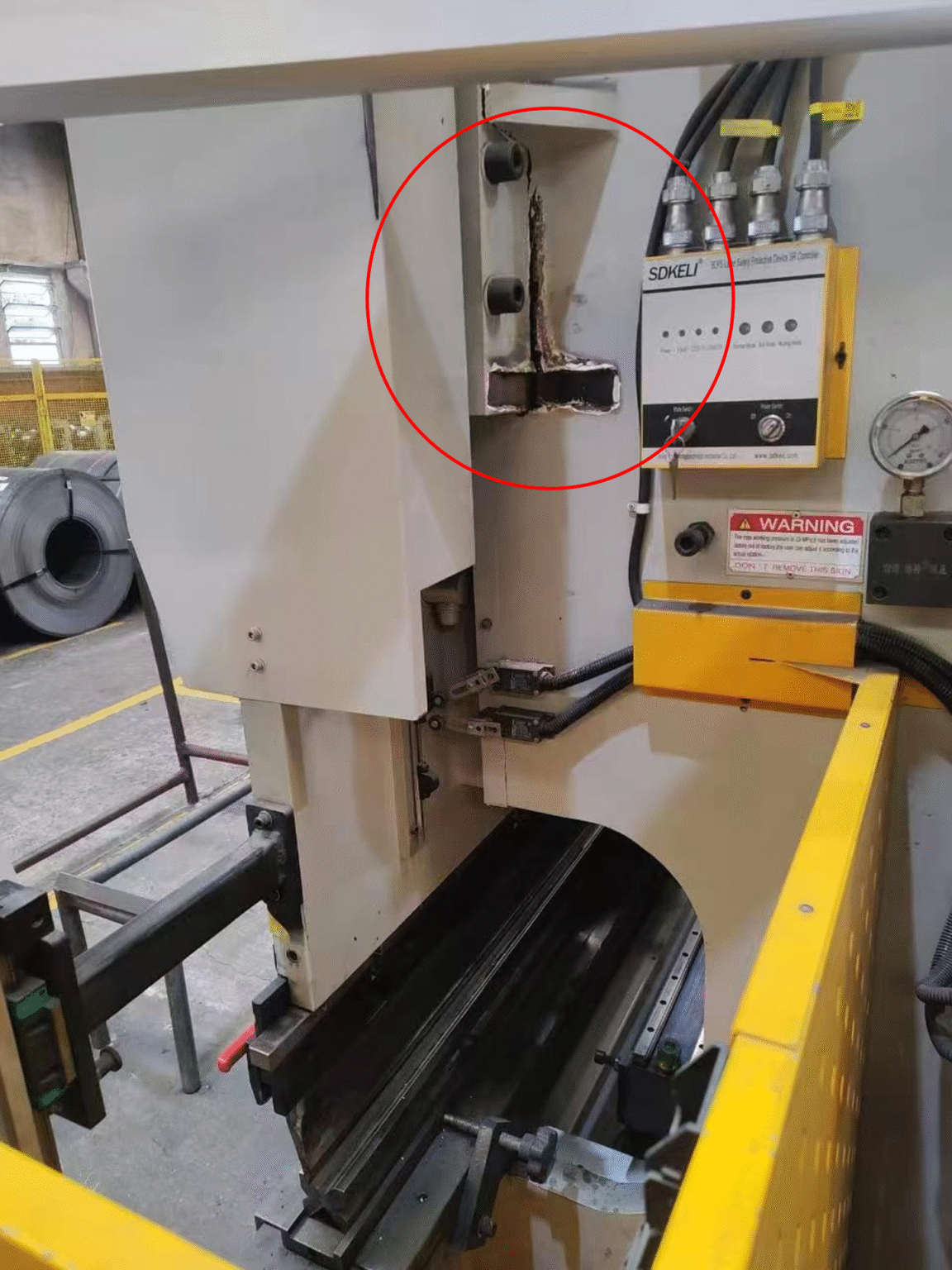
4.1. Недостаточная прочность конструкции, приводящая к риску растрескивания
Неполные сварные швы, приводящие к концентрации напряжения: Рама производителя листогибочных прессов подвергается значительным растягивающим и сжимающим усилиям во время работы. Если корень сварного шва не полностью проварен, этот зазор становится естественной «точкой начала трещины». При циклической нагрузке трещины будут распространяться отсюда.
Последствия: При полной нагрузке или перегрузке сварной шов может внезапно разорваться, что приведет к разрушению всей станины и потенциально к несчастным случаям.
4.2. Сокращение усталостного срока службы
Производитель листогибочных прессов работает непрерывно и повторяющимся образом.
Усталость от микроперемещений: Непроплавленные зазоры под воздействием переменных напряжений будут многократно открываться и закрываться, вызывая износ от микроперемещений и ускоряя усталостное разрушение.
Последствия: Станина, которая должна прослужить десять лет, может развить усталостные трещины в течение одного или двух лет, что приведет к преждевременному выходу оборудования из строя.
4.3. Потеря жесткости и точности
Точность обработки производителем листогибочного пресса (например, постоянство угла, прямолинейность) в значительной степени зависит от жесткости станины.
Недостаточная эффективная толщина сварного шва: Пропуск этапа разделки кромок приводит к тому, что толщина горловины сварного шва намного ниже расчетного значения. Под большими эксплуатационными нагрузками эта слабая точка будет подвергаться небольшим упругим или пластическим деформациям.
Последствия: Это приводит к «проскальзыванию лезвия» — при гибке более толстых пластин углы становятся нестабильными, и заданная точность не может быть достигнута. Вся станина становится «мягкой», что делает невозможным поддержание качества продукции.
4.4. Большие остаточные сварочные напряжения, приводящие к деформации и изменениям во времени
Высокая тепловклад и напряжение: Для достижения проплавления в толстых пластинах необходимо использовать большой сварочный ток, генерирующий избыточное тепло и высокие остаточные сварочные напряжения.
Деформация после обработки: После сварки станина подвергается отжигу для снятия напряжений с последующей прецизионной обработкой. Если остаточные напряжения не устранены полностью, они будут перераспределяться, что приведет к медленной деформации станины.
Последствия: Прецизионные детали, такие как ползуны и направляющие, будут смещены, что приведет к сильному шуму, быстрому износу, потере точности и затруднениям в регулировке.
5. Как работает квалифицированный производитель листогибочных прессов
Для сырья мы используем прочную стальную плиту высокой прочности для основной структуры станины листогибочного пресса. В отличие от конструкций, которые полагаются на сварные или сращенные плиты, этот подход устраняет потенциальные слабые места, вызванные неравномерными свойствами материала и концентрацией внутренних напряжений, обеспечивая долговременную точность и стабильность.
Что касается структурного процесса, мы используем метод композитного соединения, начиная с блокировки и заканчивая сваркой. Это тип соединения, который прочнее, чем сварка с разделкой кромок. Механическая блокировка помогает поглощать ударные напряжения во время гибки, а сварка еще больше укрепляет общую целостность станины. По сравнению с прямой сваркой без блокировки, этот метод значительно продлевает усталостный срок службы станины при больших высокочастотных нагрузках, снижая риск простоя из-за структурных трещин и обеспечивая стабильное производство и долгосрочную рентабельность инвестиций.