Esta entrada también está disponible en:
English (Inglés) العربية (Árabe) Русский (Ruso)
Las especificaciones de la prensa plegadora, como la prensa plegadora CNC de 3 ejes, la prensa plegadora CNC de 4 ejes y la prensa plegadora CNC de 6 ejes, a menudo se refieren a los ejes de movimiento controlados de la máquina (X, Y, R, Z, V). Comprender estos ejes es esencial para seleccionar la prensa plegadora CNC adecuada y lograr un rendimiento de plegado preciso.
Los ejes de una plegadora se refieren a las trayectorias de movimiento controlado dentro de la máquina que se pueden ajustar con precisión durante el proceso de plegado. Estos ejes controlan el movimiento del carnero, el tope trasero y otros componentes, lo que permite un posicionamiento preciso de la chapa metálica y el logro de ángulos de plegado precisos. Cada eje desempeña un papel vital en el rendimiento y la versatilidad de una plegadora.
Ya sea que esté utilizando una plegadora CNC de 3 ejes, una plegadora CNC de 4 ejes o una plegadora CNC de 6 ejes, el concepto central sigue siendo el mismo: cuantos más ejes tenga, más flexibilidad y automatización proporcionará la máquina.
Las plegadoras CNC modernas utilizan una combinación de múltiples ejes para gestionar tareas como el posicionamiento de la pieza de trabajo, la alineación de los dedos del tope trasero y la compensación de la deflexión de la máquina.
En las plegadoras controladas por CNC, estos ejes son gestionados por un sistema de control informático, lo que permite ajustes automáticos para una mayor precisión.
Eje Y: Controla el movimiento vertical del carnero y la profundidad de plegado.
Eje X: Posiciona el tope trasero hacia adelante y hacia atrás.
Eje R: Ajusta la altura de los dedos del tope trasero.
Eje Z: Controla el movimiento lateral de los dedos del tope trasero.
Eje V: Se utiliza para la compensación de la coronación para contrarrestar la deflexión de la máquina.
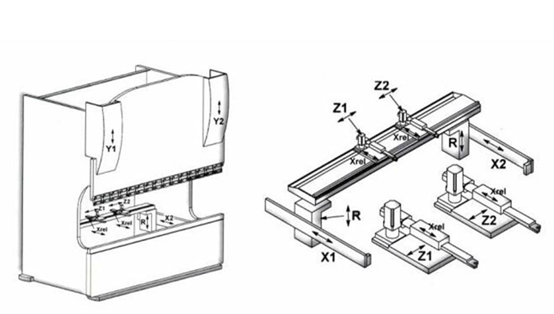
El eje Y controla el movimiento vertical de la viga superior. En las máquinas CNC, Y1 e Y2 operan de forma independiente para garantizar un movimiento sincronizado y una precisión de plegado constante.
Este eje es esencial en todos los modelos CNC, ya sea un eje 3, un eje 4 o una plegadora CNC de 6 ejes.
El eje X determina el posicionamiento horizontal del tope trasero, que controla la longitud de la pestaña.
Crítico para la precisión de repetición
Permite un posicionamiento preciso para dobleces consistentes
Aparece en la prensa plegadora CNC de 3 ejes y superiores
El eje R controla cómo se mueven verticalmente los dedos del tope trasero.
Útil para:
Piezas con formas personalizadas
Piezas de trabajo con diferencias de altura
Operaciones de plegado de varios pasos
Incluido en la prensa plegadora CNC de 4 ejes y superiores.
El eje Z permite que los dedos del tope trasero se muevan de izquierda a derecha de forma independiente.
Ventajas:
Configuración más rápida para piezas pequeñas o de dobleces múltiples
Ideal para piezas de trabajo asimétricas
Una característica clave de una prensa plegadora CNC de 6 ejes.
El eje V compensa automáticamente la deflexión durante el plegado.
Esencial para:
Piezas de trabajo largas
Materiales gruesos
Mantener ángulos precisos
Estándar en todas las prensas plegadoras CNC Meca.
| 2 Axis | X, Y | Suitable for simple bending tasks. |
| 3+1 Axis | Y1, Y2, X, +V | A basic configuration for standard bending applications. |
| 4+1 Axis | Y1, Y2, X, R,+V | More versatile for varying flange heights. |
| 6+1 Axis | Y1, Y2, X, R, Z1, Z2,+V | Highly flexible, ideal for complex and multi-bend parts. |
| 8+1 Axis | Y1, Y2, X1, X2, R1, R2, Z1, Z2,+V | Advanced bending performance for demanding manufacturing. |
Todas las plegadoras Meca vienen de serie con bombeo controlado por CNC (eje V).
Puede elegir 4+1 ejes o plegadora CNC de 6+1 ejes, y las configuraciones se pueden personalizar por completo.