Guía de inspección de la precisión de la plegadora
Tabla de contenido
Esta entrada también está disponible en:
English (Inglés) العربية (Árabe) Русский (Ruso)
Inspección de precisión de la plegadora CNC: prueba de la precisión
Según (GB/T 33644-2017)
1 Alcance Esta norma especifica los requisitos de inspección, los valores permitidos y los métodos de inspección para la precisión de la prensa plegadora NC. Esta norma es aplicable a la prensa plegadora NC. 2 Referencias normativas El siguiente documento de referencia es indispensable para la aplicación de este documento.
1 Alcance
Esta norma especifica los requisitos de inspección, los valores permitidos y los métodos de inspección para la precisión de la prensa plegadora NC.
Esta norma es aplicable a la prensa plegadora NC.
2 Referencias normativas
El siguiente documento de referencia es indispensable para la aplicación de este documento. Para las referencias con fecha, solo se aplica la edición citada. Para las referencias sin fecha, se aplica la última edición (incluidas las modificaciones).
GB/T 8170
GB/T 10923-2009
Reglas de redondeo para valores numéricos y expresión y juicio de valores límite Código de prueba de precisión para máquina de conformado de metales
3 Requisitos de inspección de precisión de la plegadora CNC
3.1.1 La prensa plegadora instalada se ajustará para que esté nivelada antes de la inspección de precisión, que no excederá de 0,20/1000 en las direcciones longitudinal y transversal.
3.1.2 La precisión geométrica y la precisión del control numérico se inspeccionarán en condiciones de ausencia de carga.
3.1.3 La inspección de precisión se llevará a cabo después de la prueba de carga completa.
3.1.4 Durante la inspección de precisión, no se ajustarán el mecanismo ni las piezas que afecten a la precisión.
3.1.5 La inspección de precisión y el calibre de inspección cumplirán con GB/T10923.
3.1.5 La inspección de precisión y el calibre de inspección cumplirán con GB/T10923.
3.1.6 Cuando la longitud real medida sea inferior a la longitud especificada en la cláusula de tolerancia, la precisión se convertirá de acuerdo con la longitud real medida y, a continuación, se redondeará a dígitos de micras según GB/T 8170.
3.1.7 La desviación límite de la longitud y la anchura de la muestra es de 2 mm, y la del grosor de la muestra es de 0,3 mm.
3.1.8 Para la prensa plegadora NC de sincronización multimotor, la precisión geométrica y la precisión de trabajo se inspeccionan en una sola máquina respectivamente.
3.2 Condiciones de inspección de la precisión de trabajo
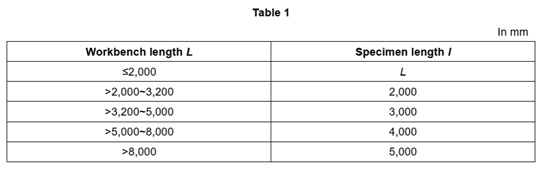
3.2.1 La longitud de la muestra cumplirá los requisitos de la Tabla 1.
3.2.2 La anchura de la muestra será superior a 30 veces el grosor de la muestra, pero no inferior a 100 mm.
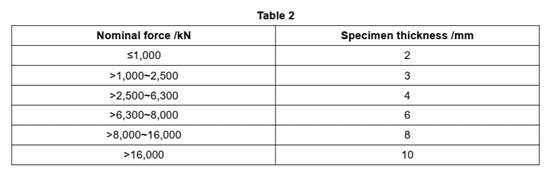
3.2.3 El grosor de la muestra cumplirá los requisitos de la Tabla 2.
3.2.4 La muestra estará hecha de placa de acero Q235-A que tiene una resistencia a la tracción deob450MPa.
3.2.5 La cantidad de muestra no será inferior a tres.
3.2.6 El tamaño de apertura de la matriz inferior en la prueba es de 8 a 10 veces el grosor de la muestra.
3.2.7 La muestra se colocará en el centro de la mesa de trabajo.
3.2.8 La muestra se doblará en 90.
3.2.9 La medición se iniciará a 100 mm del extremo de la muestra.
3.2.10 Las muestras de corte térmico se mecanizarán para eliminar la zona afectada por la tensión térmica.
4 Inspección de precisión de la plegadora CNC
4.1 Precisión geométrica
4.1.1 Planitud de la superficie de la mesa de trabajo
4.1.1.1 Tolerancia
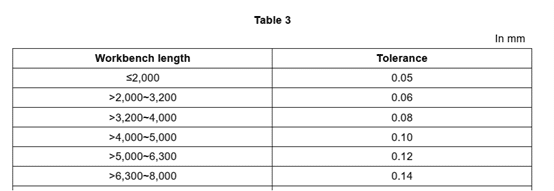
4.1.1.1.1 La tolerancia longitudinal en la planitud de la superficie de la mesa de trabajo cumplirá los requisitos de la Tabla 3.
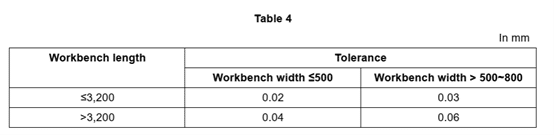
4.1.1.1.2 La tolerancia transversal en la planitud de la superficie de la mesa de trabajo cumplirá los requisitos de la Tabla 4.
4.1.1.2 Método de inspección
4.1.1.2.1 Longitudinal
De acuerdo con GB/T10923-2009, 5.3.2.4.2, conecte el gradiente o el instrumento óptico en una posición a 50 mm de la cara del extremo de la mesa de trabajo como se muestra en la Figura 1 (el intervalo del gradiente puede estar entre 100 mm y 500 mm) y colóquelos en la superficie de la mesa de trabajo, tome las lecturas a su vez y, a continuación, determine el valor del error mediante el método gráfico (este elemento no se inspecciona para la prensa plegadora con dispositivos preconvexos o de compensación en la mesa de trabajo).
4.1.1.2.2 Transversal
De acuerdo con GB/T 10923-2009, 5.3.2.4.2, coloque el gradiente o el instrumento óptico en la mesa de trabajo como se muestra en la Figura 2 para la medición y tome las lecturas. No habrá menos de 3 mediciones en toda la longitud, y el error se calcula como la diferencia máxima entre las lecturas (este elemento no se inspecciona para la prensa plegadora con dispositivos preconvexos o de compensación en la mesa de trabajo).
4.1.2 Paralelismo de la superficie de apoyo horizontal ajustada a la matriz superior con respecto a la superficie de la mesa de trabajo
4.1.2.1 Tolerancia
4.1.2.1.1 Longitudinal
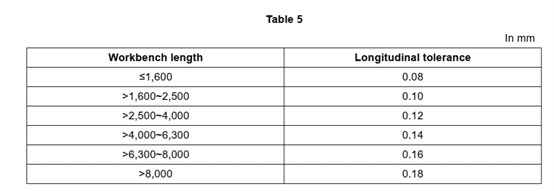
La tolerancia longitudinal en el paralelismo de la superficie de apoyo horizontal ajustada a la matriz superior con respecto a la superficie de la mesa de trabajo cumplirá los requisitos de la Tabla 5.
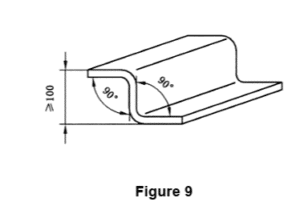
4.2.3 Muestra de doble flexión
Si el material de la muestra tiene una gran diferencia de tensión, se permite inspeccionar la precisión de trabajo mediante la muestra que sufre una doble flexión (véase la Figura 9) y el método de inspección cumplirá con 4.2.1.2 y 4.2.2.2.
Preguntas frecuentes
¿Cuál es la herramienta más precisa para medir los ángulos de plegado?
Los medidores de ángulo digitales proporcionan la máxima precisión. Muestran las mediciones en grados, minutos y segundos. Los operarios utilizan estos medidores para comprobar los ángulos rápidamente y reducir el error humano.
¿Con qué frecuencia deben los operarios calibrar una plegadora?
Los operarios deben calibrar cada 500 horas de funcionamiento o después de cambiar el utillaje. Las piezas complejas pueden requerir una calibración más frecuente. Mantener registros ayuda a realizar un seguimiento de la precisión a lo largo del tiempo.
¿Por qué el tipo de material afecta a la precisión de la plegadora CNC?
Los diferentes metales tienen una recuperación elástica y un límite elástico únicos. El aluminio se dobla más fácilmente que el acero. Los operarios deben ajustar la configuración para cada material para mantener resultados precisos.
¿Pueden las condiciones ambientales afectar a los resultados de la medición?
Los cambios de temperatura provocan la expansión o contracción del metal. La alta humedad puede acortar la vida útil de la herramienta. Los operarios supervisan estos factores para garantizar una precisión constante.
¿Qué deben hacer los operarios si observan pliegues inconsistentes?
Los operarios deben inspeccionar el utillaje en busca de desgaste, comprobar la alineación de la máquina y revisar los registros de calibración. Es posible que deban recalibrar o reemplazar las piezas desgastadas para restablecer la precisión.
¡Solicite una propuesta técnica ahora!