El proceso de fabricación de prensas plegadoras implica muchos pasos, cada uno con sus propios estándares de implementación específicos. ¿Cuáles son las consecuencias de no seguir estos estándares? Tomemos la soldadura como ejemplo.
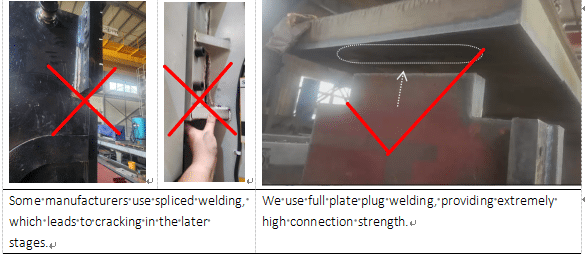
Un buen fabricante de máquinas plegadoras suele seguir procesos de producción más estrictos, lo que requiere más mano de obra y costes de tiempo en comparación con los procesos de menor calidad. Las prácticas de fabricación deficientes pueden ahorrar costes de mano de obra y tiempo, pero pueden afectar gravemente al rendimiento del producto. Por ejemplo, la formación del bastidor de una plegadora implica una cantidad considerable de soldadura, y el diseño de la estructura principal y sus métodos de conexión afectan significativamente al rendimiento de la máquina. Algunos fabricantes de máquinas plegadoras, en un intento de reducir costes, utilizan placas de acero reciclado para empalmar el deslizador y el bastidor principal, que no pueden soportar las fuerzas de flexión de alta resistencia. Además, para ahorrar en costes de mano de obra o reducir los plazos de entrega, algunos se saltan el paso de «ranurado» durante el proceso de soldadura del bastidor, lo que compromete gravemente la rigidez y la resistencia general de la máquina. Sin embargo, para un excelente fabricante de máquinas plegadoras, cada proceso debe llevarse a cabo de acuerdo con normas estrictas.
1. Conocimientos sobre el proceso de soldadura de plegadoras: ¿Qué es el «ranurado»?
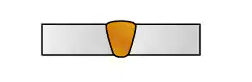
«Ranurado» se refiere al proceso de creación de una ranura con una forma geométrica específica en la junta de soldadura de una pieza de trabajo utilizando métodos como el corte mecánico, por llama o por plasma, dependiendo de los requisitos de diseño o proceso. En pocas palabras, es como tallar una mortaja antes de unir dos piezas de madera. El propósito del ranurado es proporcionar «espacio» para la soldadura.
Para las piezas de trabajo que superan ciertos espesores (normalmente, soldadura manual para espesores superiores a 6 mm y soldadura automática para espesores superiores a 10 mm), el ranurado debe realizarse de acuerdo con los requisitos del proceso. Omitir este paso es una grave violación de las normas de soldadura y puede acarrear importantes riesgos para la calidad, por lo que nunca debe omitirse por motivos de conveniencia.
Para las piezas de trabajo que superan ciertos espesores (normalmente, soldadura manual para espesores superiores a 6 mm y soldadura automática para espesores superiores a 10 mm), el ranurado debe realizarse de acuerdo con los requisitos del proceso. Omitir este paso es una grave violación de las normas de soldadura y puede acarrear importantes riesgos para la calidad, por lo que nunca debe omitirse por motivos de conveniencia.
2. Lo que un fabricante de prensas plegadoras no cualificado podría hacer
En el proceso de producción de prensas plegadoras, las prácticas de fabricación deficientes pueden ahorrar costes de mano de obra y tiempo, pero pueden afectar gravemente al rendimiento del producto. Por ejemplo, la formación de la estructura de un fabricante de prensas plegadoras implica una cantidad considerable de soldadura, y el diseño de la estructura principal y sus métodos de conexión afectan significativamente al rendimiento de la máquina. Algunos fabricantes de máquinas plegadoras, en un intento de reducir costes, utilizan placas de acero reciclado para empalmar el deslizador y el bastidor principal, que no pueden soportar las fuerzas de flexión de alta resistencia. Además, para ahorrar en costes de mano de obra o reducir los plazos de entrega, algunos se saltan el paso de «ranurado» durante el proceso de soldadura del bastidor, lo que compromete gravemente la rigidez y la resistencia general de la máquina.
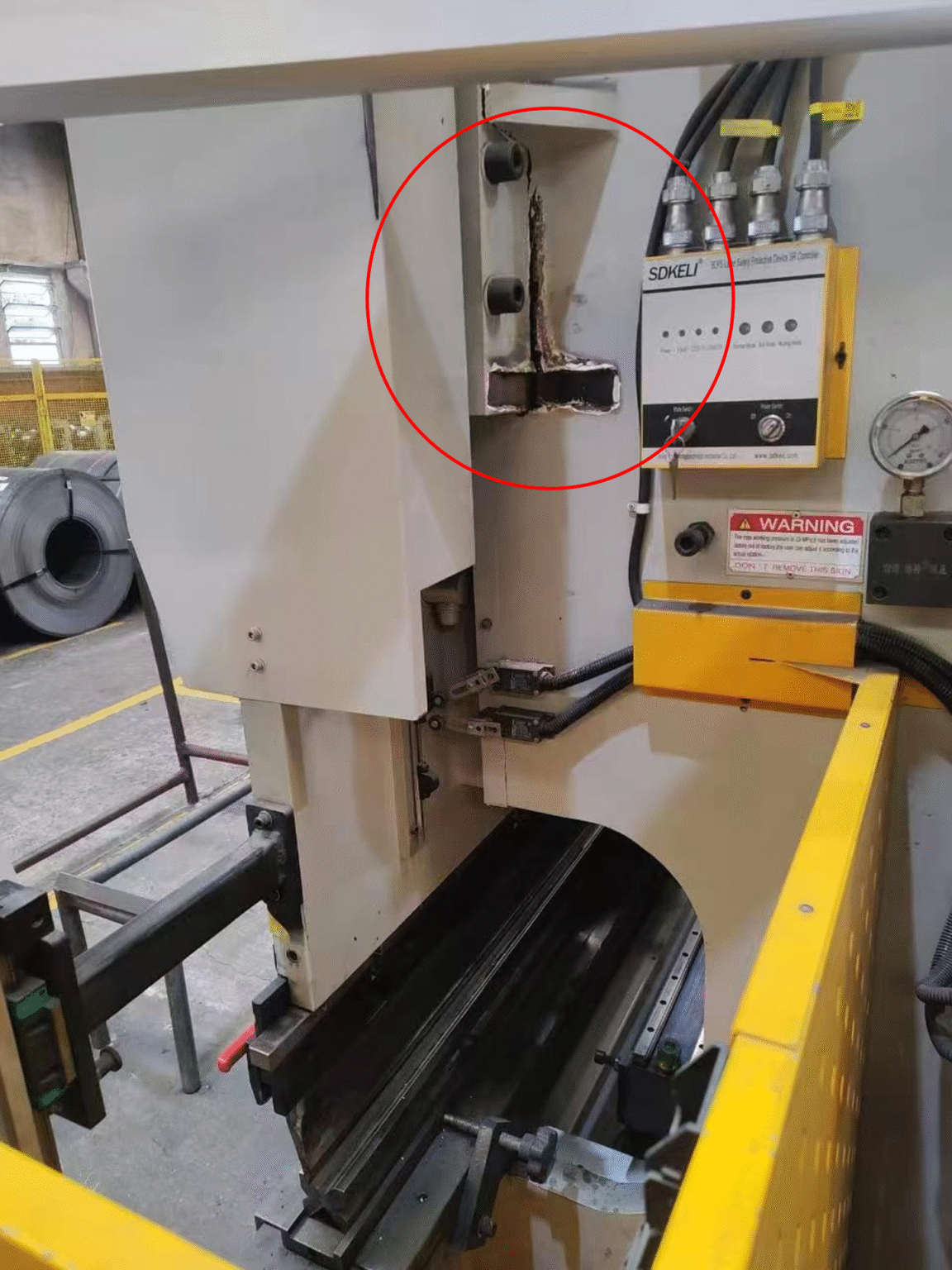
Estos son algunos problemas de calidad derivados de la falta de este proceso en las operaciones del fabricante de máquinas plegadoras.
Estos son algunos problemas de calidad derivados de la falta de este proceso en las operaciones del fabricante de plegadoras.
3. ¿Por qué es necesario el ranurado?
El ranurado es un paso fundamental para garantizar la calidad de la soldadura, y sus principales propósitos incluyen:
Garantizar la penetración de la soldadura: Para piezas de trabajo más gruesas (normalmente de más de 6 mm), sin ranurado, es difícil que el arco penetre en la raíz de la junta, lo que provoca una fusión incompleta y defectos de soldadura importantes. La ranura proporciona un canal para que la varilla o el hilo de soldadura alcancen la parte más profunda de la junta.
Reducir la dificultad de la soldadura: El ranurado transforma una placa gruesa en una «pendiente», lo que facilita la aplicación de la soldadura en capas, garantizando una buena calidad de fusión para cada capa.
Controlar la relación de fusión: Ajustando la forma y el ángulo de la ranura, se puede controlar la relación entre el metal base y el metal de aportación en la soldadura, optimizando la composición química y las propiedades mecánicas de la soldadura.
Reducir la tensión y la deformación de la soldadura: En comparación con la soldadura de penetración profunda sin ranurado, la soldadura multipasada con ranuras puede distribuir y reducir eficazmente las tensiones térmicas y las deformaciones de la soldadura.
Eliminar los defectos de la raíz: Después de soldar la raíz de la ranura, se pueden realizar operaciones de limpieza de la raíz desde la parte posterior para eliminar los defectos como poros o escoria que puedan haberse formado en la primera capa de soldadura.
4. Consecuencias de no realizar el ranurado
Como máquina de precisión que está sujeta a cargas sustanciales, el proceso de soldadura del bastidor de un fabricante de prensas plegadoras puede tener graves consecuencias si la estructura principal no está ranurada de acuerdo con las normas, comprometiendo directamente la seguridad, la precisión y la vida útil de la máquina.
4.1. Resistencia estructural insuficiente que conduce al riesgo de grietas
Soldaduras incompletas que provocan concentración de tensión: El bastidor de un fabricante de plegadoras se somete a importantes fuerzas de tracción y compresión durante el funcionamiento. Si la raíz de la soldadura no está completamente penetrada, este hueco se convierte en un «punto de inicio de grieta» natural. Bajo carga cíclica, las grietas se propagarán desde aquí.
Consecuencias: Bajo condiciones de carga completa o sobrecarga, la soldadura puede romperse repentinamente, causando el fallo de todo el bastidor y potencialmente provocando accidentes de seguridad.
4.2. Reducción de la vida a la fatiga
El fabricante de prensas plegadoras opera de forma continua y repetitiva.
Fatiga por micromovimiento: Los huecos no penetrados, bajo tensiones alternas, se abrirán y cerrarán repetidamente, causando desgaste por micromovimiento y acelerando el fallo por fatiga.
Consecuencias: Un bastidor que debería durar diez años puede desarrollar grietas por fatiga en uno o dos años, lo que lleva a un fallo prematuro del equipo.
4.3. Pérdida de rigidez y precisión
La precisión de procesamiento del fabricante de prensas plegadoras (por ejemplo, consistencia del ángulo, rectitud) depende en gran medida de la rigidez del bastidor.
Espesor de soldadura efectivo insuficiente: Saltar el paso de ranurado resulta en un espesor de garganta de soldadura muy por debajo del valor de diseño. Bajo cargas operativas pesadas, este punto débil sufrirá pequeñas deformaciones elásticas o plásticas.
Consecuencias: Esto resulta en «deslizamiento de la cuchilla» — cuando se doblan placas más gruesas, los ángulos se vuelven inestables, y la precisión preestablecida no se puede lograr. Todo el bastidor se vuelve «blando», haciendo imposible mantener la calidad del producto.
4.4. Grandes tensiones residuales de soldadura que conducen a la deformación y a los cambios dependientes del tiempo
Alta entrada de calor y tensión: Para lograr la penetración en placas gruesas, se debe utilizar una gran corriente de soldadura, generando un calor excesivo y altas tensiones residuales de soldadura.
Deformación posterior al procesamiento: Después de la soldadura, el bastidor se somete a un recocido para aliviar la tensión, seguido de un mecanizado de precisión. Si las tensiones residuales no se eliminan por completo, se reequilibrarán, lo que provocará una lenta deformación del bastidor.
Consecuencias: Las piezas de precisión como los carros y los carriles guía se desalinearán, causando un alto nivel de ruido, un rápido desgaste, pérdida de precisión y dificultad en los ajustes.
5. Cómo opera un fabricante de plegadoras cualificado
Para las materias primas, utilizamos una placa de acero macizo de alta resistencia para la estructura central del bastidor de la prensa plegadora. A diferencia de los diseños que dependen de placas soldadas o empalmadas, este enfoque elimina los posibles puntos débiles causados por propiedades desiguales del material y la concentración de tensión interna, lo que garantiza la precisión y la estabilidad a largo plazo.
En cuanto al proceso estructural, utilizamos un método de unión compuesto, que comienza con el entrelazado y continúa con la soldadura. Este es un tipo de unión más resistente que una soldadura de ranura. El entrelazado mecánico ayuda a absorber las tensiones de impacto durante el plegado, mientras que la soldadura refuerza aún más la integridad general del bastidor. En comparación con la soldadura directa sin entrelazado, este método prolonga significativamente la vida útil del bastidor frente a cargas pesadas de alta frecuencia, lo que reduce el riesgo de tiempo de inactividad debido a grietas estructurales y garantiza una producción constante y un retorno de la inversión a largo plazo.