6 especificaciones técnicas críticas de la plegadora: La guía de selección definitiva
Tabla de contenido
Esta entrada también está disponible en:
English (Inglés) العربية (Árabe) Русский (Ruso)
Invertir en una plegadora CNC es una decisión transformadora para cualquier taller de fabricación. Sin embargo, para muchos compradores, la tabla de parámetros técnicos se percibe más como un muro de datos que como una herramienta útil. Para garantizar un alto retorno de la inversión y evitar costosas incompatibilidades de equipos, debe considerar las especificaciones técnicas de la plegadora no como números aislados, sino como los límites de su capacidad de producción.
Esta guía decodifica estos parámetros esenciales desde la perspectiva del cliente, explicando lo que significa cada valor para tu negocio y cómo utilizarlos para una selección precisa de la máquina.
1. Presión nominal: Ajuste del tonelaje a la realidad del material
En el mundo de la metalurgia, el tonelaje de la plegadora es su «límite de fuerza». Representa la presión máxima que pueden ejercer los cilindros. Cuando un comprador examina esta cifra, la pregunta principal debería ser: ¿Se adapta esto a mi material más resistente?
La lógica de selección dicta que no puedes confiarte únicamente de las tablas de acero dulce. Si tu taller se está moviendo hacia el acero inoxidable 304 o aleaciones de alta resistencia, la presión requerida aumenta significativamente, a menudo en un 50% o más para el mismo grosor. Para proteger tu plegadora hidráulica del desgaste prematuro, nunca compres una máquina que coincida perfectamente con tu pieza más gruesa; en su lugar, selecciona un tonelaje que proporcione un margen de seguridad del 20% por encima de tu cálculo de fuerza de flexión más frecuente.
Calculadora de tonelaje para prensa plegadora
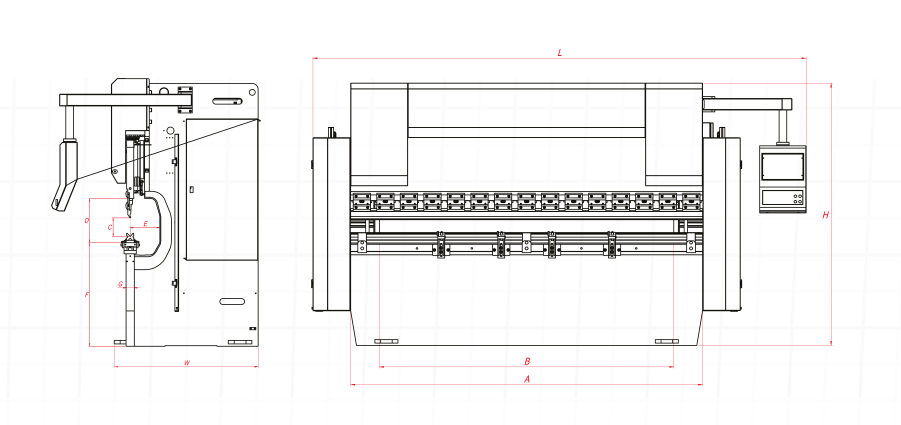
2. Longitud de la mesa vs. Distancia entre montantes: La lógica de paso
Muchos clientes creen erróneamente que la longitud máxima de plegado es la única dimensión horizontal que importa. Sin embargo, para una selección profesional, la distancia entre montantes suele ser más importante.
La longitud de la mesa define el ancho de la chapa que puedes doblar, pero la distancia entre los bastidores laterales determina si una pieza puede «pasar» a la parte posterior de la máquina. Si estás fabricando paneles de 3 metros que requieren múltiples dobleces a lo largo de su profundidad, pero tus montantes están a solo 2,6 metros de distancia, te será físicamente imposible deslizar la pieza a través de ellos. Siempre elige una máquina en la que la distancia entre los montantes sea al menos un 10% más ancha que tu pieza de trabajo más larga para garantizar el flujo operativo.
3. Profundidad de la garganta: Superación de las limitaciones de altura de la brida
La profundidad de cuello de cisne es el hueco en forma de C en los bastidores laterales, y es una especificación que afecta directamente a su capacidad para crear formas complejas. Desde la perspectiva del usuario, este parámetro dicta la profundidad máxima de una pestaña que se puede doblar en toda la longitud de la máquina.
Si estás doblando un perfil en U con una brida lateral profunda, esa brida debe poder asentarse dentro de la «garganta». Si tu brida tiene 500 mm de profundidad, pero la máquina solo ofrece una garganta de 400 mm, la placa golpeará el bastidor antes de que se complete el doblado. Para los servicios de doblado CNC personalizados, priorizar una profundidad de garganta mayor proporciona la versatilidad necesaria para manejar paneles arquitectónicos y cerramientos a gran escala.
| Fuerza de plegado | Ton |
| Longitud de plegado | mm |
| Distancia entre columnas | mm |
| Carrera | mm |
| Altura máxima abierta | mm |
| Profundidad de la garganta | mm |
4. La envolvente vertical: Carrera del carnero y altura máxima abierta
Estas dos especificaciones técnicas de la plegadora deben analizarse como un solo sistema. La altura máxima abierta (luz) es la ventana vertical total, mientras que la carrera del carnero es el rango de movimiento real de la viga superior.
Para un cliente, esta sinergia determina la «profundidad de la caja». Necesitas suficiente carrera para bajar el punzón hasta la matriz, pero también necesitas suficiente altura abierta para levantar el punzón lo suficientemente alto como para retirar una caja profunda terminada de la máquina. Al seleccionar una máquina, siempre calcula el espacio libre de la herramienta de la plegadora: resta la altura de tu punzón superior y la matriz inferior de la altura abierta; el espacio restante debe ser mayor que tu pieza más profunda para garantizar que se pueda retirar de forma segura.
5. Velocidades de flexión: Equilibrio entre productividad y precisión
Una hoja de especificaciones profesional listará las velocidades de aproximación, trabajo y retorno. En la producción de alto volumen, estos números se traducen directamente en tu producción por hora. Las altas velocidades de aproximación reducen el tiempo de inactividad, mientras que una velocidad de trabajo controlada es esencial para mantener la precisión del ángulo y la seguridad del operador.
Para los talleres que se centran en la producción en masa, los sistemas hidráulicos más rápidos son una prioridad. Sin embargo, si tu trabajo implica cerramientos electrónicos de alta precisión o componentes aeroespaciales, observa más de cerca la repetibilidad del carnero (normalmente ±0,01 mm). La velocidad es una mercancía, pero la repetibilidad es la base de la calidad.
6. Tope trasero multieje: Manejo de la complejidad geométrica
El tope trasero es el «cerebro» del posicionamiento de la pieza. Si bien un eje X (profundidad) es estándar, un comprador profesional debe considerar el eje R (altura) y los ejes Z1/Z2 (movimiento lateral).
Si tus piezas implican múltiples pasos con diferentes alturas de brida, un eje R es imprescindible: permite que los dedos del tope trasero se muevan hacia arriba y hacia abajo para encontrarse con la pieza. Los ejes Z independientes permiten el doblado asimétrico. Invertir en un tope trasero CNC de 4 o 6 ejes puede tener un costo inicial más alto, pero elimina horas de ajuste manual, lo que hace que tu equipo de fabricación de metal sea significativamente más rentable.
4+1 Axis Press Brake versus 6+1 Axis Press Brake Which Is Right for You
¡Solicite una propuesta técnica ahora!