تشمل عملية تصنيع آلات الثني العديد من الخطوات، ولكل منها معايير تنفيذ محددة. ما هي العواقب المترتبة على عدم اتباع هذه المعايير؟ لنأخذ اللحام كمثال.
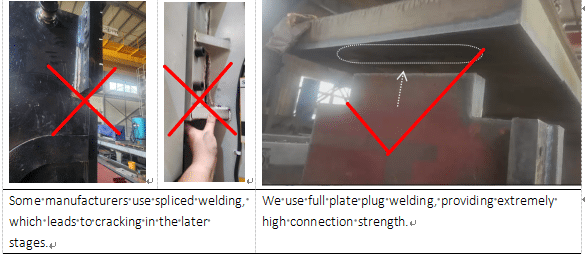
عادةً ما يتبع مصنعو آلات الثني الهيدروليكية عمليات إنتاج أكثر صرامة، مما يتطلب تكاليف عمالة ووقت أكبر مقارنةً بالعمليات ذات المعايير الأدنى. قد توفر ممارسات التصنيع دون المستوى تكاليف العمالة والوقت، لكنها يمكن أن تؤثر بشدة على أداء المنتج. على سبيل المثال، يتضمن تشكيل إطار مكابح الضغط كمية كبيرة من اللحام، ويؤثر تصميم الهيكل الرئيسي وطرق اتصاله بشكل كبير على أداء الآلة. بعض مصنعي آلات الثني الهيدروليكية، في محاولة لخفض التكاليف، يستخدمون ألواح فولاذية معاد تدويرها لربط المنزلق والإطار الرئيسي، والتي لا تستطيع تحمل قوى الثني العالية. علاوة على ذلك، من أجل توفير تكاليف العمالة أو تقليل أوقات التسليم، يتجاوز البعض خطوة “التخديد” أثناء عملية لحام الإطار، مما يضر بشدة بصلابة وقوة الآلة بشكل عام. ومع ذلك، بالنسبة لمصنع آلات الثني الهيدروليكية الممتاز، يجب تنفيذ كل عملية وفقًا لمعايير صارمة.
1. معرفة عملية لحام مكبس الثني: ما هو “التحزيز”؟
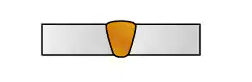
“التحزيز” يشير إلى عملية إنشاء أخدود بشكل هندسي محدد عند وصلة اللحام لقطعة العمل باستخدام طرق مثل القطع الميكانيكي أو باللهب أو بالبلازما، وفقًا لمتطلبات التصميم أو العملية. ببساطة، إنه يشبه نحت تجويف قبل ربط قطعتين من الخشب معًا. الغرض من التجويف هو توفير “مساحة” للحام.
بالنسبة لقطع العمل التي تتجاوز سماكات معينة (عادةً، اللحام اليدوي للسماكات التي تزيد عن 6 مم، واللحام الآلي للسماكات التي تزيد عن 10 مم)، يجب إجراء التحزيز وفقًا لمتطلبات العملية. تخطي هذه الخطوة يعد انتهاكًا خطيرًا لمعايير اللحام ويمكن أن يؤدي إلى مخاطر جودة كبيرة، لذلك يجب عدم إغفالها من أجل الراحة.
بالنسبة لقطع العمل التي تتجاوز سماكات معينة (عادةً، اللحام اليدوي للسماكات التي تزيد عن 6 مم، واللحام الآلي للسماكات التي تزيد عن 10 مم)، يجب إجراء التحزيز وفقًا لمتطلبات العملية. تخطي هذه الخطوة يعد انتهاكًا خطيرًا لمعايير اللحام ويمكن أن يؤدي إلى مخاطر جودة كبيرة، لذلك يجب عدم إغفالها من أجل الراحة.
2. ما الذي قد يفعله مصنع آلات الثني غير المؤهل
في عملية إنتاج آلات الثني، قد توفر ممارسات التصنيع دون المستوى المطلوب تكاليف العمالة والوقت، لكنها يمكن أن تؤثر بشدة على أداء المنتج. على سبيل المثال، تتضمن تشكيل الإطار لمصنع آلات الثني كمية كبيرة من اللحام، ويؤثر تصميم الهيكل الرئيسي وطرق اتصاله بشكل كبير على أداء الآلة. بعض مصنعي آلات الثني الهيدروليكية، في محاولة لخفض التكاليف، يستخدمون ألواح فولاذية معاد تدويرها لربط المنزلق والإطار الرئيسي، والتي لا تستطيع تحمل قوى الثني العالية. علاوة على ذلك، من أجل توفير تكاليف العمالة أو تقليل أوقات التسليم، يتجاوز البعض خطوة “التخديد” أثناء عملية لحام الإطار، مما يضر بشدة بصلابة وقوة الآلة بشكل عام.
فيما يلي بعض مشكلات الجودة الناشئة عن نقص هذه العملية في عمليات مصنعي آلات الثني الهيدروليكية.
فيما يلي بعض مشاكل الجودة الناشئة عن نقص هذه العملية في عمليات الشركة المصنعة لمكابس الثني.
3. لماذا التحزيز ضروري؟
التحزيز خطوة حاسمة لضمان جودة اللحام، وأغراضه الرئيسية تشمل:
ضمان اختراق اللحام: بالنسبة لقطع العمل السميكة (عادةً أكثر من 6 مم)، بدون التحزيز، يصعب على القوس اختراق جذر الوصلة، مما يؤدي إلى انصهار غير مكتمل وعيوب لحام كبيرة. يوفر التجويف قناة لقضيب أو سلك اللحام للوصول إلى الجزء الأعمق من الوصلة.
تقليل صعوبة اللحام: يحول التحزيز اللوح السميك إلى “منحدر”، مما يسهل تطبيق اللحام في طبقات، مما يضمن جودة انصهار جيدة لكل طبقة.
التحكم في نسبة الانصهار: من خلال ضبط شكل وزاوية الأخدود، يمكن التحكم في نسبة المعدن الأساسي إلى معدن الحشو في اللحام، مما يحسن التركيب الكيميائي والخصائص الميكانيكية للحام.
تقليل إجهاد وتشوه اللحام: مقارنة باللحام العميق الاختراق بدون تحزيز، يمكن للحام متعدد المرور مع الأخاديد توزيع وتقليل الإجهادات الحرارية والتشوهات الناتجة عن اللحام بشكل فعال.
إزالة عيوب الجذر: بعد لحام جذر الأخدود، يمكن إجراء عمليات تنظيف الجذر من الجانب الخلفي لإزالة العيوب مثل المسام أو الخبث التي قد تكون تشكلت في الطبقة الأولى من اللحام.
4. عواقب عدم إجراء التحزيز
باعتبارها آلة دقيقة تخضع لأحمال كبيرة، يمكن أن تكون لعملية لحام الإطار في مصنع مكابس الثني عواقب وخيمة إذا لم يتم تحزيز الهيكل الرئيسي وفقًا للمعايير، مما يؤثر مباشرة على السلامة والدقة وعمر الخدمة للآلة.
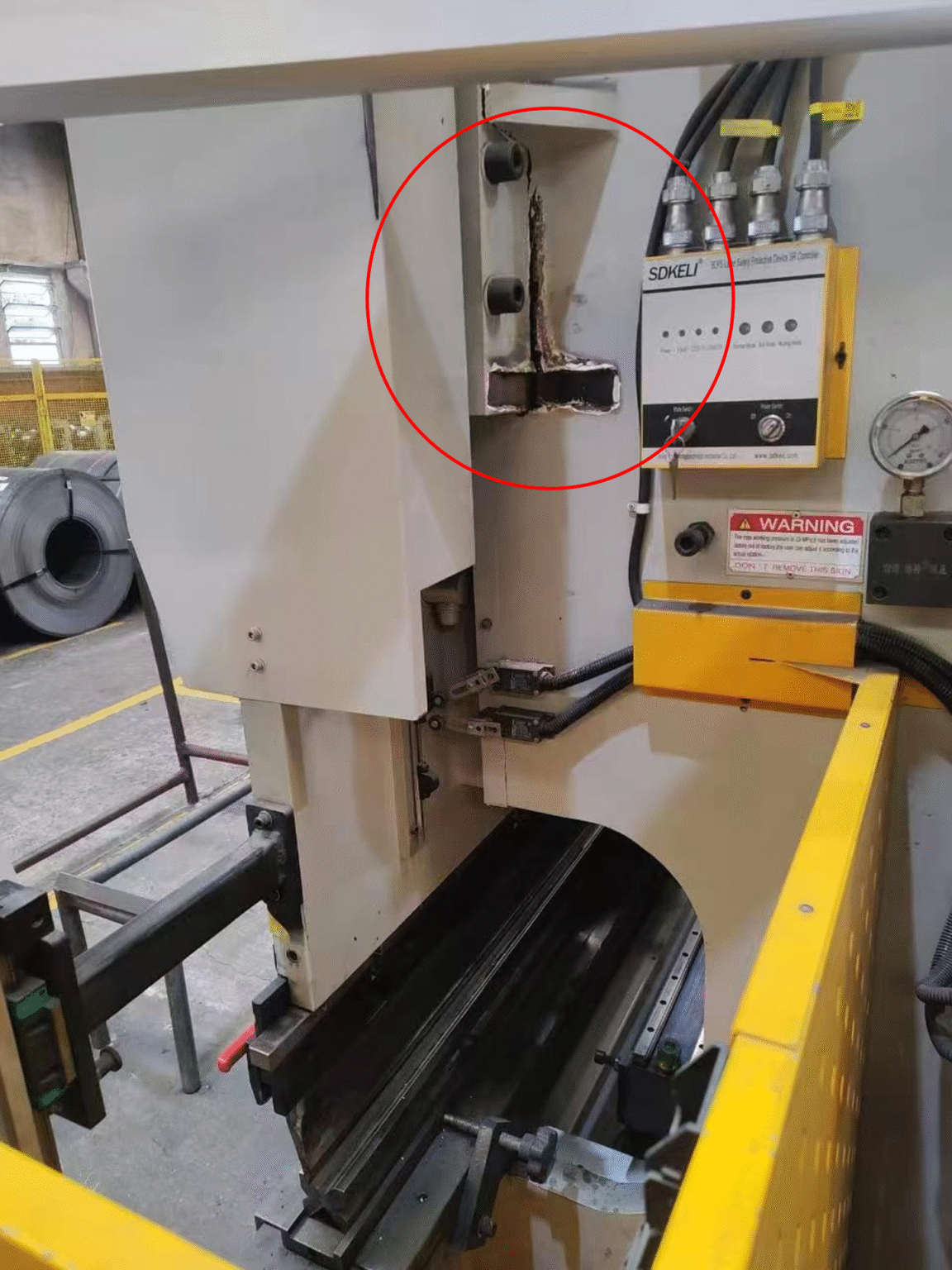
4.1. قوة هيكلية غير كافية تؤدي إلى خطر التشقق
لحامات غير مكتملة تؤدي إلى تركيز الإجهاد: يتعرض إطار مصنع مكابح الضغط لقوى شد وضغط كبيرة أثناء التشغيل. إذا لم يتم اختراق جذر اللحام بالكامل، يصبح هذا الفجوة نقطة “بداية شق” طبيعية. تحت التحميل الدوري، ستنتشر الشقوق من هنا.
العواقب: في ظل ظروف الحمل الكامل أو الحمل الزائد، قد يتمزق اللحام فجأة، مما يتسبب في فشل الإطار بأكمله ويؤدي محتملاً إلى حوادث تتعلق بالسلامة.
4.2. انخفاض عمر الكلل
يعمل مصنع مكابس الثني بطريقة مستمرة ومتكررة.
إجهاد الحركة الدقيقة: الفجوات غير المخترقة، تحت الإجهادات المتناوبة، ستفتح وتغلق بشكل متكرر، مما يسبب تآكل الحركة الدقيقة ويسرع من فشل الإجهاد.
العواقب: الإطار الذي من المفترض أن يدوم عشر سنوات قد يتطور فيه شقوق الإجهاد خلال عام أو عامين، مما يؤدي إلى فشل مبكر للمعدات.
4.3. فقدان الصلابة والدقة
تعتمد دقة معالجة مصنع مكابس الثني (مثل اتساق الزاوية والاستقامة) بشكل كبير على صلابة الإطار.
سماكة اللحام الفعالة غير الكافية: تخطي خطوة التحزيز يؤدي إلى سماكة حلق اللحام أقل بكثير من القيمة المصممة. تحت الأحمال التشغيلية الثقيلة، ستخضع هذه النقطة الضعيفة لتشوهات مرنة أو لدنة صغيرة.
العواقب: يؤدي هذا إلى “انزلاق الشفرة” – عند ثني الألواح السميكة، تصبح الزوايا غير مستقرة، ولا يمكن تحقيق الدقة المحددة مسبقًا. يصبح الإطار بأكمله “لينًا”، مما يجعل من المستحيل الحفاظ على جودة المنتج.
4.4. إجهادات اللحام المتبقية الكبيرة تؤدي إلى التشوه والتغيرات المعتمدة على الوقت
إدخال حراري وإجهاد عالٍ: لتحقيق الاختراق في الألواح السميكة، يجب استخدام تيار لحام كبير، مما يولد حرارة زائدة وإجهادات لحام متبقية عالية.
تشوه ما بعد المعالجة: بعد اللحام، يخضع الإطار لتلدين تخفيف الإجهاد، يليه التشغيل الدقيق. إذا لم يتم التخلص من الإجهادات المتبقية بالكامل، فستعيد توازنها، مما يؤدي إلى تشوه بطيء للإطار.
العواقب: ستصبح الأجزاء الدقيقة مثل المنزلقات وقضبان التوجيه غير متحاذية، مما يسبب ضوضاء عالية، وتآكل سريع، وفقدان الدقة، وصعوبة في التعديلات.
5. كيف تعمل الشركة المصنعة المؤهلة لمكابس الثني
بالنسبة للمواد الخام، نستخدم لوحة فولاذية صلبة عالية القوة للهيكل الأساسي لإطار مكبس الثني. على عكس التصاميم التي تعتمد على الألواح الملحومة أو المُجمعة، يُلغي هذا النهج النقاط الضعيفة المحتملة الناتجة عن خصائص المواد غير المتجانسة وتركز الإجهاد الداخلي، مما يضمن الدقة والاستقرار على المدى الطويل.
فيما يتعلق بالعملية الهيكلية، نستخدم طريقة ربط مركبة، تبدأ بالتشابك متبوعة بالحام. هذا نوع من المفاصل أقوى من اللحام الأخدودي. يساعد التشابك الميكانيكي على امتصاص إجهادات الصدمة أثناء الثني، بينما يُعزز اللحام من السلامة الإجمالية للإطار. مقارنة باللحام المباشر بدون تشابك، تُطيل هذه الطريقة بشكل كبير من عمر الإطار الإجهادي تحت الأحمال الثقيلة عالية التردد، مما يُقلل من خطر التوقف بسبب التشققات الهيكلية ويضمن الإنتاج المستمر والعائد على الاستثمار على المدى الطويل.