6 مواصفات فنية حاسمة لمكابح الضغط: الدليل النهائي للاختيار
جدول المحتويات
هذا المنشور متاح أيضًا باللغة:
English (الإنجليزية) Español (الأسبانية) Русский (الروسية)
يُعتبر الاستثمار في مكبس هيدروليكي CNC قرارًا تحويليًا لأي ورشة تصنيع. ومع ذلك، بالنسبة للعديد من المشترين، يبدو جدول المعايير الفنية وكأنه جدار من البيانات بدلاً من أداة مساعدة. لضمان عائد استثمار مرتفع وتجنب عدم توافق المعدات المكلفة، يجب النظر إلى المواصفات الفنية للمكبس الهيدروليكي ليس كأرقام منفصلة، بل كحدود لقدرتك الإنتاجية.
يفسر هذا الدليل هذه المعلمات الأساسية من منظور العميل، موضحًا ما يعنيه كل قيمة لعملك وكيفية استخدامها لاختيار الآلة بدقة.
1. الضغط الاسمي: مطابقة الحمولة مع واقع المواد
في عالم تشغيل المعادن، يُعتبر قوة ضغط المكبس “سقف القوة” الخاص بك. يمثل الحد الأقصى للضغط الذي يمكن أن تمارسه الأسطوانات. عندما ينظر المشتري إلى هذا الرقم، يجب أن يكون السؤال الرئيسي: هل يتناسب هذا مع أصعب المواد لدي؟
تُملي منطق الاختيار أنه لا يمكنك الاعتماد على جداول الفولاذ الطري وحدها. إذا كانت ورشتك تتجه نحو الفولاذ المقاوم للصدأ 304 أو السبائك عالية القوة، فإن الضغط المطلوب يزيد بشكل كبير – غالبًا بنسبة 50٪ أو أكثر لنفس السمك. لحماية مكابح الضغط الهيدروليكية من التآكل المبكر، لا تشتري أبدًا آلة تتطابق تمامًا مع الجزء الأكثر سمكًا لديك؛ بدلاً من ذلك، اختر حمولة توفر هامش أمان بنسبة 20٪ فوق حساب قوة الانحناء الأكثر تكرارًا لديك.
2. طول الطاولة مقابل المسافة بين الدعامات: منطق المرور
يعتقد العديد من العملاء خطأً أن الطول الأقصى للانحناء هو البعد الأفقي الوحيد المهم. ومع ذلك، بالنسبة للاختيار المهني، غالبًا ما يكون المسافة بين الدعامات أكثر أهمية.
يحدد طول الطاولة مدى عرض الورقة التي يمكنك ثنيها، لكن المسافة بين الإطارات الجانبية تحدد ما إذا كان يمكن للجزء “المرور” إلى الجزء الخلفي من الآلة. إذا كنت تصنع ألواحًا بطول 3 أمتار تتطلب انحناءات متعددة عبر عمقها، ولكن دعاماتك تبعد فقط 2.6 متر، فلن تتمكن فعليًا من تمرير الجزء. اختر دائمًا آلة تكون المسافة بين الدعامات فيها أوسع بنسبة 10٪ على الأقل من أطول قطعة عمل لديك لضمان تدفق العمليات.
3. عمق الحلق: التغلب على قيود ارتفاع الحافة
يُعتبر عمق الحلق الفجوة على شكل حرف C في الإطارات الجانبية، وهو مواصفة تؤثر مباشرة على قدرتك على إنشاء أشكال معقدة. من منظور المستخدم، يُملي هذا المعامل العمق الأقصى للحافة التي يمكن ثنيها عبر الطول الكامل للآلة.
إذا كنت تثني ملفًا على شكل U مع حافة جانبية عميقة، فيجب أن تكون تلك الحافة قادرة على الجلوس داخل “الحلق”. إذا كانت الحافة لديك بعمق 500 مم ولكن الآلة تقدم فقط حلقًا بعمق 400 مم، فإن اللوحة ستضرب الإطار قبل إكمال الانحناء. بالنسبة لخدمات الثني CNC المخصصة، فإن إعطاء الأولوية لعمق حلق أعمق يوفر التنوع اللازم للتعامل مع الألواح المعمارية والحاويات الكبيرة.
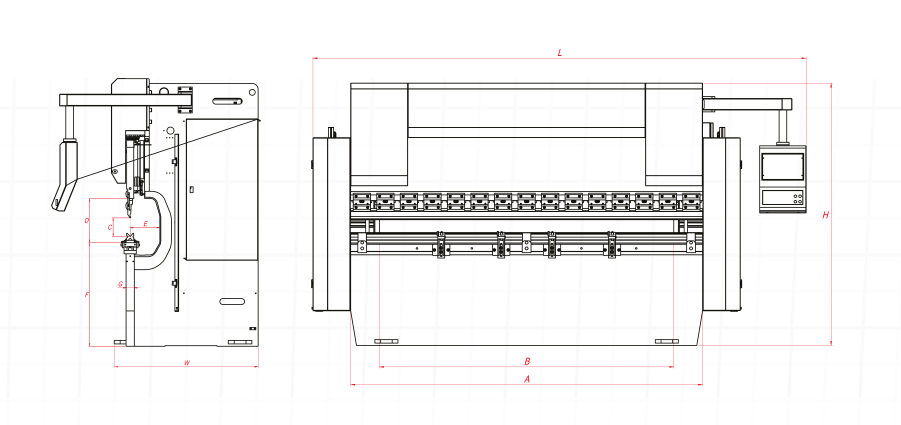
| قوة الثني | طن |
| طول الثني | مم |
| المسافة بين الأعمدة | مم |
| الشوط | مم |
| أقصى ارتفاع مفتوح | مم |
| عمق الحلق | مم |
4. الغلاف الرأسي: سكتة الكباس والارتفاع المفتوح الأقصى
يجب تحليل هاتين المواصفات الفنية لمكابح الضغط كنظام واحد. الارتفاع المفتوح الأقصى (الضوء النهاري) هو النافذة الرأسية الكلية، بينما سكتة الكباس هي نطاق الحركة الفعلي للشعاع العلوي.
بالنسبة للعميل، تحدد هذه التآزر “عمق الصندوق”. تحتاج إلى سكتة كافية لجلب الثقب إلى القالب، ولكنك تحتاج أيضًا إلى ارتفاع مفتوح كافٍ لرفع الثقب بما يكفي لإزالة صندوق عميق مكتمل من الآلة. عند اختيار آلة، احسب دائمًا خلوص أدوات مكابح الضغط: اطرح ارتفاع الثقب العلوي والقالب السفلي من الارتفاع المفتوح؛ يجب أن تكون المساحة المتبقية أكبر من أعمق جزء لديك لضمان إمكانية إزالته بأمان.
5. سرعات الانحناء: موازنة الإنتاجية والدقة
ستدرج ورقة المواصفات المهنية سرعات الاقتراب، العمل، والعودة. في الإنتاج بكميات كبيرة، تترجم هذه الأرقام مباشرة إلى إنتاجك بالساعة. تقلل سرعات الاقتراب العالية من وقت الخمول، بينما تكون سرعة العمل المضبوطة ضرورية للحفاظ على دقة الزاوية وسلامة المشغل.
بالنسبة للورش التي تركز على الإنتاج الضخم، تكون الهيدروليكيات الأسرع أولوية. ومع ذلك، إذا كان عملك يتضمن حاويات إلكترونية عالية الدقة أو مكونات فضائية، فقم بالنظر عن كثب إلى قابلية تكرار الكباس (عادةً ±0.01 مم). السرعة هي سلعة، لكن القابلية للتكرار هي أساس الجودة.
6. مقياس خلفي متعدد المحاور: التعامل مع التعقيد الهندسي
المقياس الخلفي هو “عقل” تحديد موضع الجزء. بينما يكون المحور X (العمق) قياسيًا، يجب على المشتري المحترف النظر في المحور R (الارتفاع) والمحاور Z1/Z2 (الحركة الجانبية).
إذا كانت أجزاؤك تتضمن خطوات متعددة بارتفاعات حافة مختلفة، فإن المحور R لا غنى عنه – فهو يسمح لأصابع المقياس الخلفي بالتحرك لأعلى ولأسفل لمقابلة الجزء. تسمح المحاور Z المستقلة بالانحناء غير المتماثل. قد يكون الاستثمار في مقياس خلفي CNC بأربعة محاور أو ستة محاور له تكلفة مبدئية أعلى، لكنه يلغي ساعات من التعديل اليدوي، مما يجعل معدات تصنيع المعادن الخاصة بك أكثر ربحية بشكل كبير.
4+1 Axis Press Brake versus 6+1 Axis Press Brake Which Is Right for You
اطلب عرضًا تقنيًا الآن!