دليل فحص دقة مكابح الضغط
جدول المحتويات
هذا المنشور متاح أيضًا باللغة:
English (الإنجليزية) Español (الأسبانية) Русский (الروسية)
فحص دقة مكابح الضغط CNC – اختبار الدقة
وفقًا لـ (GB/T 33644-2017)
1 النطاق يحدد هذا المعيار متطلبات الفحص والقيم المسموح بها وطرق الفحص لدقة مكابح الضغط NC. ينطبق هذا المعيار على مكابح الضغط NC. 2 المراجع المعيارية الوثيقة المرجعية التالية لا غنى عنها لتطبيق هذه الوثيقة.
1 النطاق
يحدد هذا المعيار متطلبات الفحص والقيم المسموح بها وطرق الفحص لدقة مكابح الضغط NC.
ينطبق هذا المعيار على مكابح الضغط NC.
2 المراجع المعيارية
الوثيقة المرجعية التالية لا غنى عنها لتطبيق هذه الوثيقة. بالنسبة للمراجع المؤرخة، ينطبق فقط الإصدار المذكور. أما بالنسبة للمراجع غير المؤرخة، فينطبق أحدث إصدار (بما في ذلك أي تعديلات).
GB/T 8170
GB/T 10923-2009
قواعد التقريب للقيم العددية والتعبير والحكم على القيم الحدية رمز اختبار الدقة لآلة تشكيل المعادن
3 متطلبات فحص دقة مكابح الضغط CNC
3.1.1 يجب ضبط مكابح الضغط المثبتة لتكون مستوية قبل فحص الدقة، والتي يجب ألا تتجاوز 0.20/1,000 في الاتجاهين الطولي والعرضي.
3.1.2 يجب فحص الدقة الهندسية ودقة التحكم العددي تحت ظروف عدم التحميل.
3.1.3 يجب إجراء فحص الدقة بعد اختبار التحميل الكامل.
3.1.4 أثناء فحص الدقة، يجب عدم ضبط الآلية والأجزاء التي تؤثر على الدقة.
3.1.5 يجب أن يتوافق فحص الدقة ومقياس الفحص مع GB/T10923.
3.1.5 يجب أن يتوافق فحص الدقة ومقياس الفحص مع GB/T10923.
3.1.6 عندما يكون الطول المقاس الفعلي أقل من الطول المحدد في بند التسامح، يجب تحويل الدقة وفقًا للطول المقاس الفعلي، ثم تقريبها إلى أرقام ميكرونية وفقًا لـ GB/T 8170.
3.1.7 الانحراف الحدّي لطول وعرض العينة هو 2 مم، ولسمك العينة هو 0.3 مم.
3.1.8 بالنسبة لمكابح الضغط NC متعددة المحركات المتزامنة، يتم فحص الدقة الهندسية ودقة العمل على كل آلة على حدة.
3.2 شروط فحص دقة العمل
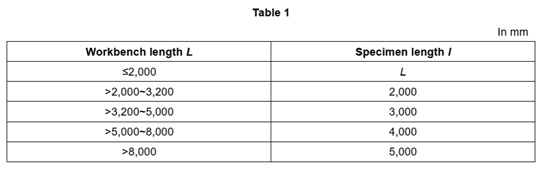
3.2.1 يجب أن يتوافق طول العينة مع متطلبات الجدول 1.
3.2.2 يجب أن يكون عرض العينة أكبر من 30 ضعف سمك العينة، ولكن لا يقل عن 100 مم.
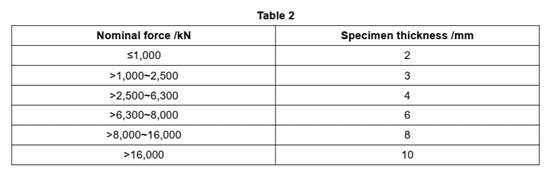
3.2.3 يجب أن يتوافق سمك العينة مع متطلبات الجدول 2.
3.2.4 يجب أن تكون العينة مصنوعة من صفيحة فولاذية Q235-A التي لديها قوة شد تبلغ 450 ميجا باسكال.
3.2.5 يجب ألا يقل عدد العينات عن ثلاثة.
3.2.6 يجب أن يكون حجم الفتحة في القالب السفلي أثناء الاختبار 8-10 أضعاف سمك العينة.
3.2.7 يجب وضع العينة في وسط طاولة العمل.
3.2.8 يجب أن يتم ثني العينة بزاوية 90.
3.2.9 يجب أن يبدأ القياس من 100 مم بعيدًا عن نهاية العينة.
3.2.10 يجب أن يتم تشكيل العينات المقطوعة حراريًا لإزالة منطقة الإجهاد الحراري المتأثرة.
4 مكابح الضغط CNC فحص الدقة
4.1 الدقة الهندسية
4.1.1 استواء سطح طاولة العمل
4.1.1.1 التسامح
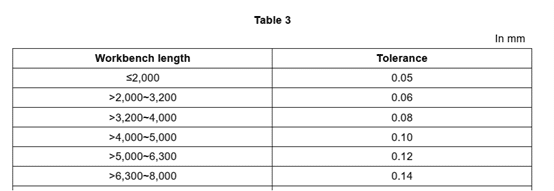
4.1.1.1.1 يجب أن يتوافق التسامح الطولي في استواء سطح طاولة العمل مع متطلبات الجدول 3.
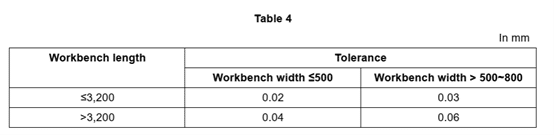
4.1.1.1.2 يجب أن يتوافق التسامح العرضي في استواء سطح طاولة العمل مع متطلبات الجدول 4.
4.1.1.2 طريقة الفحص
4.1.1.2.1 الطولي
وفقًا لـ GB/T10923-2009، 5.3.2.4.2، قم بتوصيل المقياس أو الجهاز البصري في موضع 50 مم من الوجه النهائي لطاولة العمل كما هو موضح في الشكل 1 (قد يكون مدى المقياس بين 100 مم و500 مم) وضعهم على سطح طاولة العمل، خذ القراءات بالتتابع، ثم حدد قيمة الخطأ بطريقة الرسم (لا يتم فحص هذا البند لمكابح الضغط مع أجهزة تعويض أو تقوس مسبق على طاولة العمل).
4.1.1.2.2 العرضي
وفقًا لـ GB/T 10923-2009، 5.3.2.4.2، ضع المقياس أو الجهاز البصري على طاولة العمل كما هو موضح في الشكل 2 للقياس وخذ القراءات. يجب أن لا يقل عدد القياسات عن 3 على الطول الكامل، ويتم حساب الخطأ كأقصى فرق بين القراءات (لا يتم فحص هذا البند لمكابح الضغط مع أجهزة تعويض أو تقوس مسبق على طاولة العمل).
4.1.2 توازي سطح التحمل الأفقي المثبت على القالب العلوي مع سطح طاولة العمل
4.1.2.1 التسامح
4.1.2.1.1 الطولي
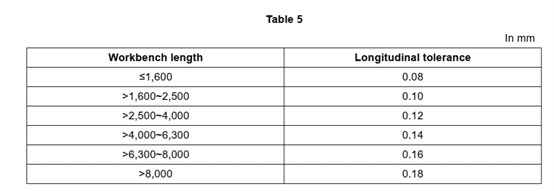
يجب أن يتوافق التسامح الطولي في توازي سطح التحمل الأفقي المثبت على القالب العلوي مع سطح طاولة العمل مع متطلبات الجدول 5.
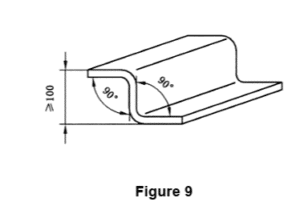
4.2.3 عينة الانحناء المزدوج
إذا كان مادة العينة لديها فرق كبير في الإجهاد، يُسمح بفحص دقة العمل بواسطة العينة التي تعاني من الانحناء المزدوج (انظر الشكل 9) ويجب أن تتوافق طريقة الفحص مع 4.2.1.2 و4.2.2.2.
الأسئلة الشائعة
ما هو الأداة الأكثر دقة لقياس زوايا الانحناء؟
توفر مقاييس الزوايا الرقمية أعلى دقة. تعرض القياسات بالدرجات والدقائق والثواني. يستخدم المشغلون هذه المقاييس لفحص الزوايا بسرعة وتقليل الخطأ البشري.
كم مرة يجب على المشغلين معايرة مكبس الفرامل؟
يجب على المشغلين المعايرة كل 500 ساعة تشغيل أو بعد تغيير الأدوات. قد تتطلب القطع المعقدة معايرة أكثر تكرارًا. يساعد الاحتفاظ بالسجلات في تتبع الدقة على مر الزمن.
لماذا يؤثر نوع المادة على دقة مكبس الفرامل CNC؟
تتميز المعادن المختلفة بارتداد فريد وقوة خضوع. ينثني الألمنيوم بسهولة أكثر من الفولاذ. يجب على المشغلين ضبط الإعدادات لكل مادة للحفاظ على نتائج دقيقة.
هل يمكن أن تؤثر الظروف البيئية على نتائج القياس؟
تسبب تغيرات درجة الحرارة في تمدد أو انكماش المعدن. يمكن أن تقصر الرطوبة العالية من عمر الأدوات. يراقب المشغلون هذه العوامل لضمان دقة ثابتة.
ماذا يجب أن يفعل المشغلون إذا لاحظوا انحناءات غير متسقة؟
يجب على المشغلين فحص الأدوات للتآكل، والتحقق من محاذاة الآلة، ومراجعة سجلات المعايرة. قد يحتاجون إلى إعادة المعايرة أو استبدال الأجزاء المتآكلة لاستعادة الدقة.
اطلب عرضًا تقنيًا الآن!